


Although injection molding defects may appear to have many different “symptoms,” they generally relate to four core variables: material condition (drying/contamination/degradation), mold condition (venting/gate/cooling/fit), molding process parameters (temperature/speed/pressure/time), and equipment condition (clamping force/check ring/metering and mixing).
Below, based on the items summarized by the engineers, each defect is explained in terms of typical phenomenon — common causes — and solutions.
I. Common Defects and Countermeasures
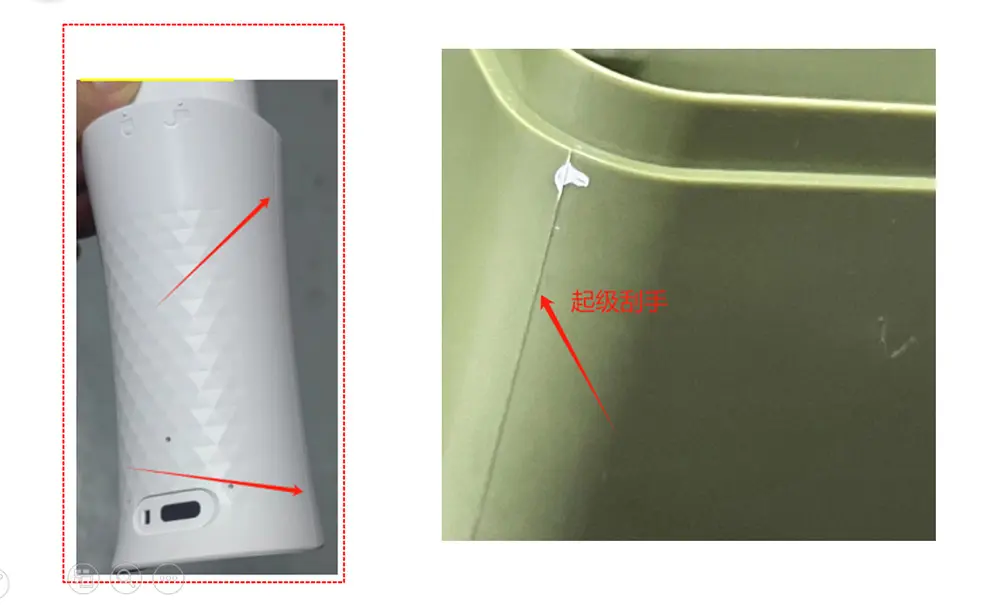
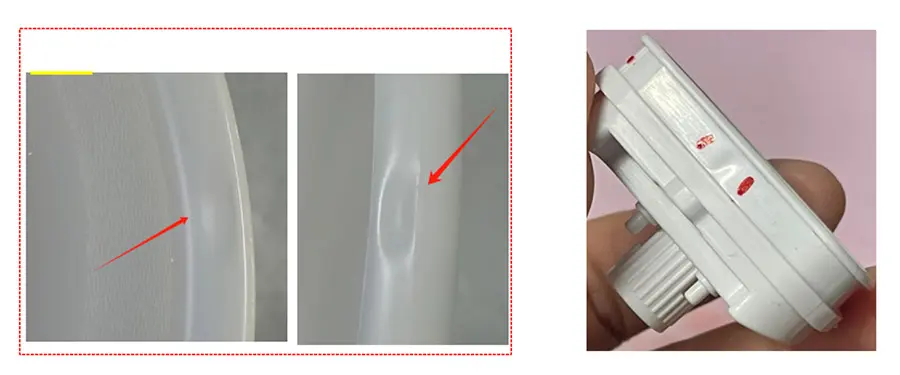
1) Drag Marks (Scuffing / Drag Lines)


Phenomenon: Scratches or whitish streaks along the ejection direction. Common in insufficient draft, deep cavities, textured surfaces, or uneven ejection areas.
Common Causes:
- Insufficient draft angle or local undercuts
- Rough mold surface, deep texture, carbon buildup, or rust
- Excessive injection/packing pressure causing sticking
- Uneven ejection, excessive ejector speed, or premature ejection
Solutions:
- Mold: Increase draft angle; polish or re-texture surface; add ejector pins/sleeve ejectors/air ejection; check for interference.
- Process: Reduce packing pressure/time; reduce mold temperature or extend cooling time; optimize ejector speed (slow start then faster).
- Material: Confirm resin is not sticking; adjust grade or use mold release carefully if necessary.
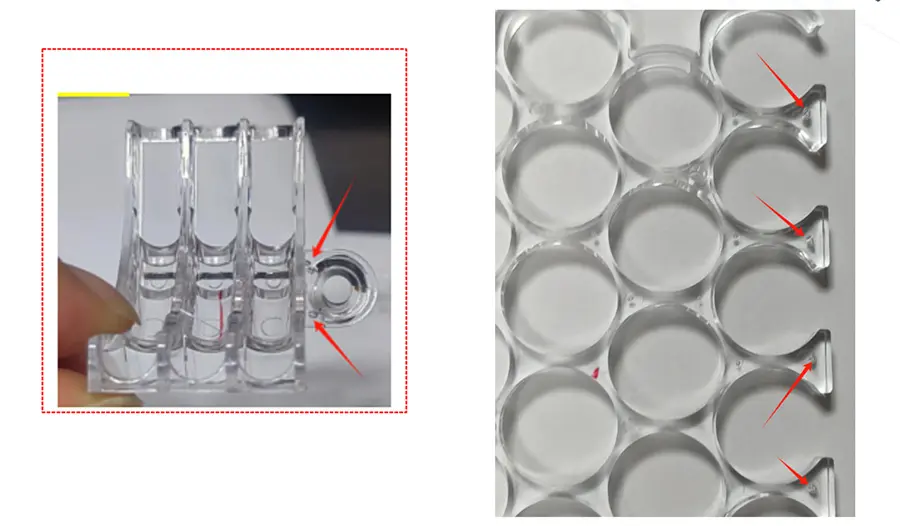
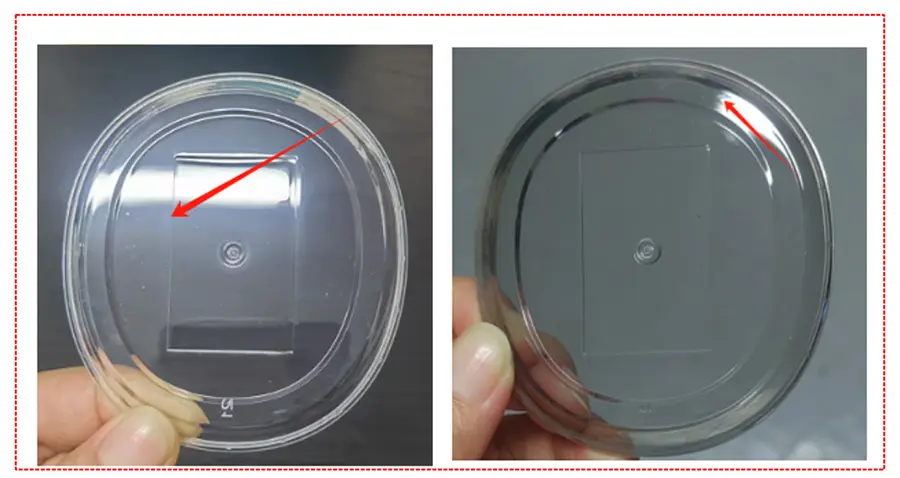
2) Weld Line (Knit Line / Fusion Line)


Phenomenon: A visible line where two melt fronts meet. Poor appearance and reduced strength, especially in transparent parts.
Common Causes:
- Low melt or mold temperature causing poor fusion
- Slow injection speed or insufficient pressure
- Poor venting trapping air at the meeting point
- Poor gate location creating opposing flow fronts
Solutions:
- Process: Increase melt and mold temperature; increase injection speed; raise first-stage pressure; increase packing if necessary; adjust gate location.
- Mold: Improve venting at weld line location; add overflow wells; optimize gate design or use multiple/sequential gates.
- Material: Ensure proper drying to avoid hydrolysis and volatiles.
3) Mismatch (Step / Parting Line Offset)

Phenomenon: A noticeable step at the parting line or insert interface.
Common Causes:
- Worn guide components or poor insert positioning
- Insufficient clamping force or excessive injection pressure
- Debris on parting surface preventing full mold closure
Solutions:
- Mold: Adjust dimensions; check guide pins, bushings, locating ring, insert positioning; repair parting surface.
- Machine/Process: Increase clamping force or reduce peak injection pressure; optimize V/P switchover.
- Quality Control: Determine whether the issue is consistent (mold-related) or random (process-related).
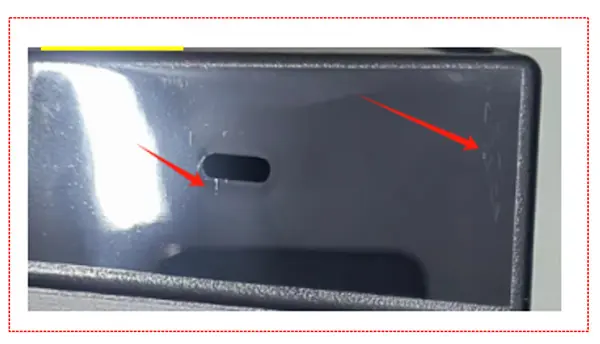
4) Gloss Mark (Glossy Spot / Shiny Mark)

Phenomenon: A localized area appears glossier than surrounding surfaces, often near gates or thick-to-thin transitions.
Common Causes:
- Excessive shear (high speed, small gate)
- Excessive packing pressure/time
- Uneven mold temperature or inconsistent surface finish
Solutions:
- Process: Use multi-stage injection speed; reduce packing pressure/time; optimize V/P switchover.
- Mold: Modify gate type/size; improve cooling uniformity; standardize surface finish.
- Material: Ensure stable drying and material flow properties.
5) Bubbles (Voids / Vacuum Voids)

Phenomenon: Internal or surface bubbles. Visible in transparent parts; voids may appear in thick sections.
Common Causes:
- Moisture or volatiles
- Air entrapment due to high injection speed and poor venting
- Insufficient packing leading to vacuum voids
Solutions:
- Material: Strict drying control; manage regrind ratio.
- Process: Increase packing pressure/time; delay gate freeze; adjust injection speed; increase back pressure.
- Mold: Improve venting; add overflow wells; optimize gate/runner layout.
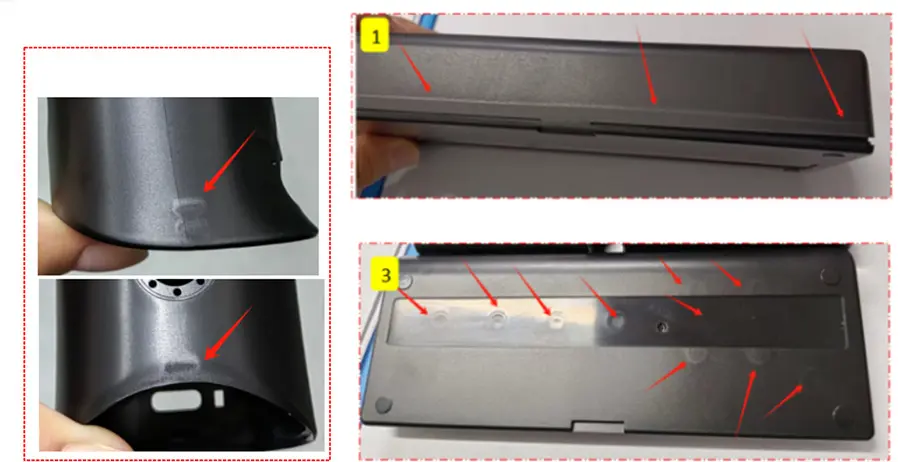
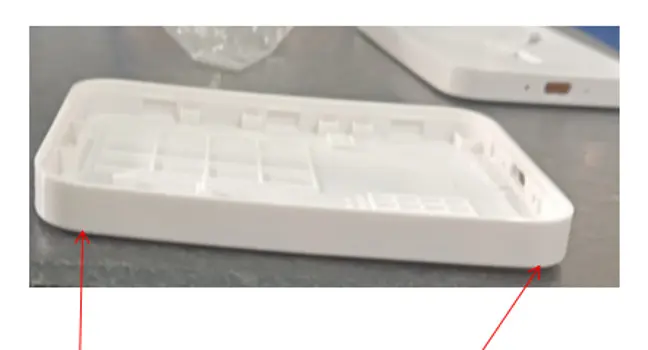
6) Sink Marks (Shrink Marks / Depressions)

Phenomenon: Surface depressions, typically behind ribs, bosses, or thick sections.
Common Causes:
- Excessive wall thickness variation
- Insufficient packing or early gate freeze
- High melt temperature or short cycle time
Solutions:
- Design: Maintain uniform wall thickness; optimize rib thickness; core out thick sections.
- Mold: Increase gate size or adjust gate location; improve cooling in thick areas.
- Process: Increase packing pressure/time; adjust mold temperature; optimize V/P switchover.
For a more detailed guide to injection molding sink marks, visit: Injection Molding Sink Marks: Causes and Solutions
7) Mold Marks (Texture Transfer Issues / Surface Pattern Marks)

Phenomenon: Uneven surface texture transfer or dull/gloss inconsistency.
Common Causes:
- Poor mold surface condition (carbon, corrosion, residue)
- Uneven cooling
- Large process fluctuations
Solutions:
- Mold Maintenance: Clean and polish mold surface; remove carbon buildup.
- Temperature Control: Stabilize mold temperature.
- Process: Stabilize injection and packing; adjust mold temperature if needed.
8) Flash (Burrs / Overflow)


Phenomenon: Thin excess material at parting lines, ejector pin holes, or insert gaps.
Common Causes:
- Insufficient clamping force
- Excessive injection or packing pressure
- Worn parting surfaces
Solutions:
- Machine/Process: Increase clamping force; reduce peak injection pressure; reduce packing; lower melt temperature.
- Mold: Repair parting surfaces; clean debris; adjust vent depth; check mold support.
For a more detailed guide to injection molding flash, visit: Injection Molding Flash: Causes, Solutions, and Real Examples
9) Burn Marks (Scorch Marks)


Phenomenon: Brown or black marks at end-of-fill areas, often with burnt odor.
Common Causes:
- Trapped air compressed and ignited (diesel effect)
- Poor venting
- Excessive injection speed or melt temperature
- Degraded material from long residence time
Solutions:
- Mold: Improve venting; add overflow wells.
- Process: Reduce end-of-fill speed; lower melt temperature/back pressure; reduce residence time.
- Material: Ensure proper drying.
10) Gate Gas Marks (Gate Blush / Silver Streaks)


Phenomenon: Whitish, foggy, or silver streaks near the gate.
Common Causes:
- Moisture or volatiles (silver streaking)
- Shear stress at gate (gate blush)
- Small gate, excessive speed or packing
- Nozzle leakage or unstable cushion
Solutions:
- Differentiate root cause:
- Silver streak along flow: check drying.
- White ring around gate: check shear and gate design.
- Improve drying; check nozzle and feed system.
- Reduce shear near gate; adjust mold temperature.
- Optimize gate size and design.
11) Pitting (Pinholes / Surface Porosity)

Phenomenon: Small pits or rough surface areas.
Common Causes:
- Material contamination
- Moisture or trapped micro-gas
- Low mold temperature
- Mold surface corrosion
Solutions:
- Material: Clean hopper and feed system; control regrind ratio; ensure proper drying.
- Mold: Clean and repair surface; improve venting.
- Process: Increase mold temperature; optimize injection speed; increase back pressure if needed.
12) Warpage (Distortion)

Phenomenon: Bending, twisting, or dimensional instability after molding.
Common Causes:
- Uneven cooling
- Uneven shrinkage due to orientation
- Premature or uneven ejection
Solutions:
- Mold: Balance cooling; adjust gate location if necessary.
- Process: Reduce excessive packing and injection speed; extend cooling; optimize V/P switchover.
- Design: Maintain uniform wall thickness; reinforce large flat areas properly.
13) Snap Feature Short Shot + Sink Mark
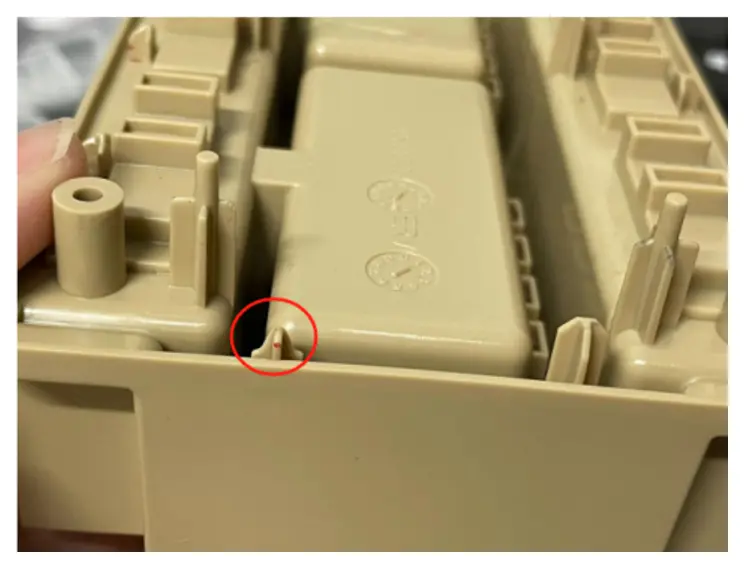

Phenomenon: Short shot at snap features combined with sink at the root area.
Common Causes:
- Poor venting at snap tip
- Long flow distance
- Early V/P switchover
- Early gate freeze
Solutions:
- Resolve short shot first:
- Increase injection speed/pressure
- Increase melt temperature
- Ensure sufficient shot size and cushion
- Improve venting
- Then resolve sink:
- Increase packing pressure/time
- Delay gate freeze
- Optimize structural design
14) Color Streaks (Color Variation / Streaking)


Phenomenon: Uneven color, streaks, or mixed-color spots.
Common Causes:
- Barrel not properly purged
- Poor color masterbatch dispersion
- Excessive temperature causing degradation
Solutions:
- Equipment: Proper purging procedure; clean hopper and dryer.
- Process: Increase back pressure and screw speed appropriately; stabilize color ratio; reduce melt temperature.
- Material Management: Control regrind; prevent contamination.
II.General Troubleshooting Method (Recommended On-Site Approach)
- First locate where the defect appears:
- Near the gate?
- At the end of fill?
- Thick sections/ribs?
- Parting line?
- Ejector pin area?
- Then classify the defect:
- Filling-related: short shot, underfill, weld line, mismatch, some pitting
- Packing-related: sink marks, bubbles (vacuum voids), gloss marks (some cases)
- Venting-related: burn marks, gate gas marks, some weld lines
- Demolding-related: drag marks, warpage (due to insufficient cooling or ejection issues)
- Material/mixing-related: color streaks, contamination pitting, bubbles (moisture)
- Adjust parameters last (from simple to complex):
- Confirm material drying and resin condition
- Check mold venting and cooling
- Fine-tune speed, pressure, temperature, and time
- Finally check machine conditions (check ring, clamping force, etc.)
III. Two Practical Implementation Tips
- Adjust only 1–2 key parameters at a time and record results.
- Always relate the defect to its location. The same defect in different areas may have different root causes.