



Take a look at the image below. Can you tell that these products are made of plastic?


Showerheads, car key housings, control knobs, and cosmetic caps may look like metal, but many of them are actually electroplated plastic parts. So, can plastic parts really be electroplated? What processes are required, and which materials are better suited to plating? Let’s take a closer look.
1. Can Plastic Parts Be Electroplated?
Yes, but plastic parts cannot be electroplated directly in the same way as ordinary metal parts.
Conventional electroplating requires an electric current to pass through the surface of a part so that metal ions in the plating solution can be deposited onto it. Plastic is non-conductive. Even when a plastic part is placed in an electroplating bath and an electric current is applied, the metal cannot deposit evenly on its surface.
Plastic electroplating therefore begins with etching, activation, and electroless plating. These steps create a continuous conductive metal layer on the plastic surface. Once this layer has formed, the plastic part can be electroplated with copper, nickel, chromium, or other metals in much the same way as a metal component.
2. Electroplating Process for Plastic Parts
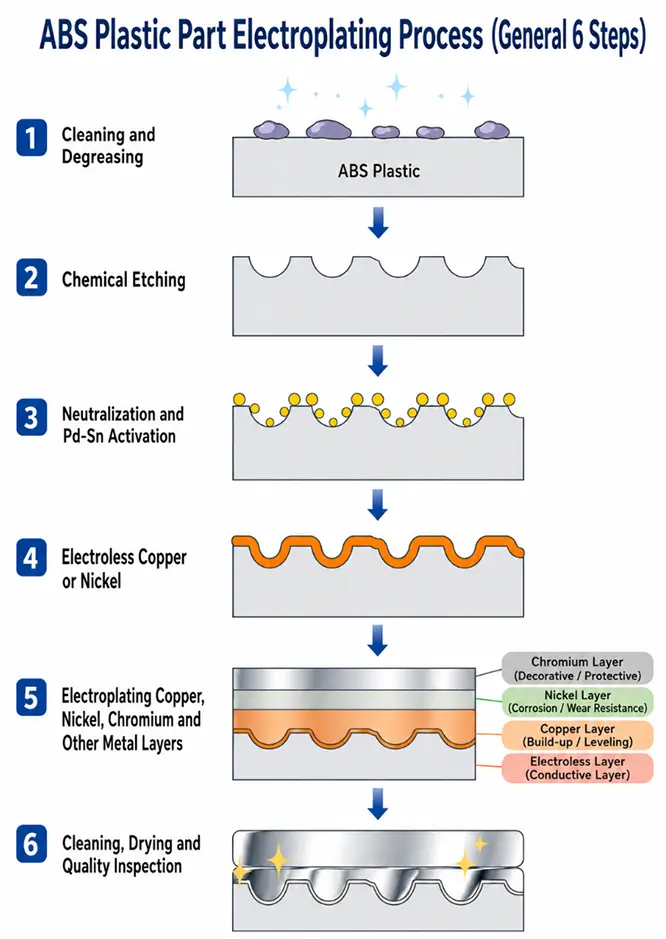
The exact process varies depending on the plastic material, the plating supplier, and the required final coating. However, conventional plastic electroplating generally involves the following six stages.
1) Cleaning, Degreasing, and Surface Preparation
The first step is to remove dust, oil, fingerprints, mold release agents, and other contaminants from the plastic surface. Even a small amount of silicone oil or mold release residue can cause missed plating, blistering, or coating separation.
2) Chemical Etching and Surface Roughening
After cleaning, the part is chemically etched to create microscopic pores and a roughened structure on the otherwise smooth and chemically inactive plastic surface.
These small surface features increase the bonding area between the plastic substrate and the metal layer applied later. Traditional processes often use chromium-containing etching systems, although hexavalent-chromium-free pretreatment solutions are now available for materials such as ABS, PC/ABS, and PP.
3) Neutralization, Conditioning, and Palladium-Tin Activation
After etching, residual chemicals must be neutralized and removed to prevent contamination of the subsequent processing baths.
The plastic surface is then conditioned and activated. A common method deposits catalytically active palladium particles onto the surface, providing reaction sites for the next electroless plating step.
4) Electroless Copper or Electroless Nickel Plating
The activated plastic part is placed in an electroless plating bath, where a thin layer of copper or nickel is deposited without the use of an external electric current.
The main purpose of this metal film is to make the entire plastic surface conductive. Once a continuous conductive layer has formed, the part can proceed to conventional electroplating.
5) Sequential Electroplating of Copper, Nickel, Chromium, and Other Metals
After the surface becomes conductive, several metal layers are usually deposited in sequence.
The copper layer increases coating thickness, improves surface leveling, and provides a suitable base for the following layers.
The nickel layer typically determines the coating’s primary gloss, smoothness, and corrosion resistance, and can produce bright, semi-bright, or satin finishes.
The outer chromium layer is usually relatively thin and mainly provides the final metallic color, tarnish resistance, wear resistance, and decorative appearance. Depending on the plating system, finishes such as bright chrome, black chrome, and other color tones can also be achieved.
Depending on the product requirements, the final surface may also be plated with gold, silver, ruthenium, or other metals.
6) Cleaning, Drying, and Quality Inspection
After the final metal layer has been applied, the parts must be cleaned, dried, and inspected. Common inspection items include:
- Appearance and color consistency
- Missed plating, pitting, burning, and roughness
- Coating thickness
- Coating adhesion
- Corrosion resistance
- Blistering and cracking after thermal cycling
Testing requirements vary by application and customer specifications. Common references include ASTM B532 for appearance, ASTM B533 for peel strength, and ASTM B604 or ISO 4525 for decorative coatings on plastics. Automotive parts may also follow ISO 12994.

3. Which Plastics Are Suitable for Electroplating?
In theory, many plastics can be metallized using specialized processes. In practice, however, there are significant differences in process maturity, stability, and cost.
ABS
ABS is one of the most commonly electroplated plastics, and the associated process is highly mature. After proper etching, its surface readily develops a microscopic structure that supports metal adhesion, generally resulting in good coverage and strong bonding.
However, not every ABS grade is suitable for electroplating. For production applications, an electroplating-grade ABS should be selected, and the material batch, injection molding parameters, and surface quality must be verified.
PC/ABS
PC/ABS combines the heat resistance and impact strength of PC with the good processability and plating performance of ABS.
Its electroplating process is generally more difficult than that of pure ABS. It is also more sensitive to material composition, etching conditions, and residual stress from injection molding. Special PC/ABS grades developed for injection molding and electroplating are available.
PA, PBT, and Other Engineering Plastics
Engineering plastics such as PA and PBT can also be electroplated, but their pretreatment processes usually need to be adjusted according to material structure, moisture absorption, crystallinity, and filler content.
Glass fibers, mineral fillers, and flame retardants may improve mechanical performance, but they can also increase the risk of surface roughness, exposed fibers, uneven adhesion, and cosmetic defects.
Difficult-to-Plate Plastics Such as PP, PEEK, and PTFE
PP has low surface energy, while PEEK and PTFE are highly chemically resistant. Conventional etching and activation processes therefore have difficulty creating a stable surface for metal adhesion, making these materials relatively challenging to electroplate.
They are not impossible to plate, but they generally require specialized chemical treatment, plasma treatment, or other surface modification methods. As a result, both cost and process risk increase considerably.
4. Typical Plating Structures and Process Difficulty for Different Plastics
Plastic parts usually use a multilayer coating structure. A typical process begins with an electroless conductive layer, followed by copper, nickel, and a final decorative or functional metal coating.
| Plastic Type | Common Metal Plating Combination | Process Difficulty | Relative Cost |
| ABS | Electroless nickel or electroless copper + copper + nickel + chromium | ★ | $$ |
| PC/ABS | Electroless nickel or electroless copper + copper + nickel + chromium | ★★ | $$–$$$ |
| PA | Electroless nickel or electroless copper + nickel, chromium, gold, or silver | ★★★ | $$$ |
| PBT | Electroless nickel or electroless copper + copper, nickel, or functional coating | ★★★ | $$$ |
| PP | Specialized pretreatment or conductive base layer + copper + nickel + chromium | ★★★★ | $$$$ |
| PEEK, PTFE, etc. | Specialized activation layer + nickel, copper, gold, or silver | ★★★★★ | $$$$$ |
The difficulty and cost levels shown above are relative. Actual pricing is also affected by part size, rack design, coating thickness, appearance requirements, order volume, and production yield.
5. Common Applications of Plastic Electroplating
Automotive Interior and Exterior Parts
The automotive industry is one of the major application areas for electroplated plastics.
Common parts include center-console trim, steering-wheel accents, vehicle badges, door handles, grilles, air vents, and seat-adjustment components. Electroplated plastic provides a metallic appearance while reducing weight and retaining the ability to injection mold complex structures.
Electronic Housings and Functional Components
Mobile phones, earphones, smart devices, control panels, and other electronic products often use electroplated plastic for decorative frames, buttons, and housing components.
In addition to appearance, the conductive metal layer can be used to create circuit paths, reflective surfaces, or localized functional areas.
Home Appliances, Sanitary Products, and Decorative Hardware
Showerheads, knobs, faucet accessories, washing-machine components, and appliance controls frequently use electroplated plastic.
These products often require a bright or matte metallic finish, along with resistance to moisture, cleaning chemicals, corrosion, and everyday wear.
Cosmetic Packaging and Consumer Products
Perfume caps, cosmetic housings, razor handles, luggage fittings, and furniture trim are also commonly made from electroplated plastic.
These products place greater emphasis on color, gloss, feel, and surface consistency. Even minor sink marks, flow marks, or scratches may become more noticeable after plating.
EMI Shielding and Conductive Plastic Parts
Once a continuous metal layer has formed on the plastic surface, the part can also gain electrical conductivity.
Plastic metallization can therefore be used for electromagnetic interference shielding, electronic circuits, reflective components, and other functional surfaces. Compared with solid metal, it retains the lightweight and easy-to-mold advantages of plastic.


Final Thoughts
Electroplating does not hide existing surface defects in an injection-molded part. In fact, it can make sink marks, weld lines, flow marks, ejector marks, and scratches even more visible. Plastic parts intended for electroplating therefore require stricter control over mold surface quality, injection molding conditions, and cleanliness than ordinary cosmetic parts.
Planning an electroplated plastic part? Contact us to review the material, mold design, and surface requirements before production.
FAQ
Q1: What Should Be Considered When Designing and Injection Molding Plastic Parts for Electroplating?
Avoid sharp corners, deep holes, and structures that trap plating solution. Weld lines, sink marks, ejector marks, residual stress, and surface contamination must also be carefully controlled.
Q2: Why Not Use Metal Parts Directly?
Plastic is lighter, can form complex structures more easily, and is often more cost-effective in mass production.
Q3: Does the Coating on Electroplated Plastic Peel Off Easily?
Not under normal conditions. Peeling is usually caused by unsuitable materials, surface contamination, or inadequate pretreatment.
Q4: What Factors Affect the Cost of Plastic Electroplating?
The main factors include plastic type, part size, structural complexity, coating combination, appearance requirements, and order volume.
Q5: How Can You Determine Whether a Plastic Is Suitable for Electroplating?
Do not judge suitability by the plastic name alone. The specific grade, filler and flame-retardant content, recycled-material ratio, surface energy, chemical resistance, and residual molding stress must also be considered. Even with the same plastic, different grades or molding conditions can produce very different plating results.