


In an injection molding project, the mold solution often determines whether a product can move into mass production in a stable, efficient, and cost-effective way. Different mold types directly affect mold cost, production efficiency, material waste, product appearance, molding difficulty, and the feasibility of future mass production.
Therefore, choosing the right type of injection mold is not only a technical issue, but also a key decision closely tied to cost control, product quality, and overall project success. This article will walk you through the common types of injection molds, help you understand their differences, and further determine which mold type is more suitable for your product.
1. Quick Overview of Injection Mold Types and Their Characteristics
| Classification Dimension | Mold Type | Structural Characteristics |
| By runner system | Cold runner mold | Simple structure, relatively low cost, but generates runner waste |
| Hot runner mold | Runner is heated and insulated, less material waste, suitable for mass production | |
| By mold structure | Two-plate mold | Basic structure, widely used, cost is relatively controllable |
| Three-plate mold | Adds a runner plate, suitable for pin-point gate feeding | |
| Stack mold | Multi-layer cavity design that can increase output per cycle | |
| By cavity quantity | Single-cavity mold | Produces one part per cycle, fast to develop, easy to control |
| Multi-cavity mold | Produces multiple identical parts per cycle, with higher efficiency | |
| Family mold | Produces multiple matching parts in one mold | |
| By special molding requirements | Insert mold | Allows metal parts or other inserts to be molded in during the process |
| Overmolding mold | Overmolds another layer of material onto a substrate | |
| Unscrewing mold | Suitable for molding and demolding threaded parts | |
| Two-shot mold | Can mold two colors or two materials |
2. Which Injection Mold Is More Suitable for Your Part?
After understanding the main mold types, the more important question is: which one is more suitable for your product?
There is no single answer to this question, because the best mold solution usually depends on multiple factors such as part geometry, budget, production volume, appearance requirements, and material properties.
1) Choose Based on Product Structure
Part geometry is often the first factor that determines the mold type.
If the product structure is relatively simple and does not involve complex side locks, deep threads, inserts, or soft-hard material combinations, then a two-plate mold, single-cavity mold, or conventional cold runner solution can usually meet the requirements.
If the product has special requirements for gate location, or has high demands on appearance surfaces, then a three-plate mold or hot runner mold is often more suitable.
If the product itself includes threads, metal inserts, or requires two-color or overmolding effects, then an unscrewing mold, insert mold, overmold, or two-shot mold becomes a more reasonable choice.
Simply put, the more complex the part is, the higher the requirements for mold structure and molding method.
2) Choose Based on Budget and Total Cost
When selecting a mold, many customers first focus on the mold quotation. But what really needs to be compared is not just the initial mold cost, but also the long-term unit cost.
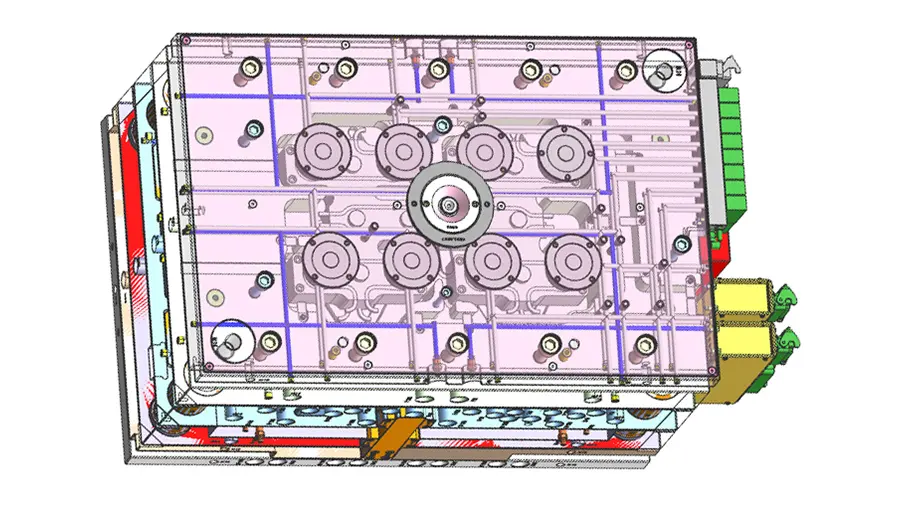
Case study: cosmetic box body
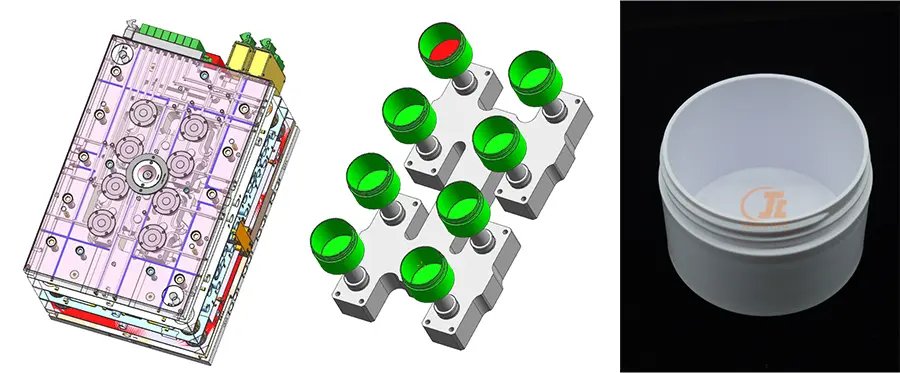

Product features
Material: PET (this material is relatively expensive)
Size: 85 × 85 × 50 mm, wall thickness 4.5 mm
Core pain points:
1.PET material is expensive, so material savings are important;
2.The product demand is high, with an annual demand of 300K;
3.The product has high appearance requirements.
Mold design solution
An 8-drop valve-gated hot runner pin-point gate system is adopted.
Although this solution comes with a very high mold cost, it can meet the customer’s above three core requirements, making it the best option in terms of long-term unit cost.
3) Choose the Mold Type Based on Production Volume
Production volume is one of the most practical factors in mold selection.
If the project is still at the stage of sample validation, low-volume trial production, or market testing, then a single-cavity mold, two-plate mold, or cold runner solution is usually more suitable, because these options require less upfront investment, can be developed faster, and are easier to control in terms of risk.
If the project has already entered stable mass production and demand is high, then a multi-cavity mold, hot runner mold, or even a stack mold is more worth considering, because these solutions are more helpful in improving production efficiency and lowering unit cost.
4) Choose Based on Appearance and Quality Requirements
If the product is an appearance part, the choice of mold type often needs to be more cautious.
Plastic parts with high appearance requirements usually pay more attention to gate location, surface marks, sink marks, weld lines, and overall consistency.
In such projects, a three-plate mold, hot runner mold, or a more refined gate design often has greater advantages, because they can help optimize the melt entry location and reduce the impact on visible surfaces.
If the product has high requirements for dimensional accuracy and consistency, then mold precision, cavity balance in multi-cavity designs, and overall design stability will also become important considerations.
Case study: EV charging gun housing


Product features
Material: TCP.PA-PS28ATC5OR2003 (this material is relatively expensive)
Size: 160 × 2507 × 80 mm, wall thickness 4.0 mm
Core pain points:
1.PET material is expensive, so material savings are important;
2.The product has high appearance requirements, and sink marks, weld lines, and gate marks are not allowed.
Mold design solution
A 1-drop hot runner point gate is adopted.
Although this solution has a relatively high mold cost, the gate is hidden inside the assembly groove, which can effectively avoid visible gate marks while also preventing obvious weld lines.
5) Choose Based on Material Properties
Different plastic materials vary in flowability, shrinkage, and heat resistance, and these differences also affect the choice of mold solution. Common materials such as PP, ABS, PC, PA, and POM all perform differently in injection molding.
The table below lists the molding characteristics of several common injection molding materials and the mold design points that require attention, making it easier to make a preliminary judgment in the early stage of a project.
| Material | Injection Molding Characteristics | Key Mold Design Considerations |
| PP | Good flowability, widely used | Most conventional mold solutions are applicable |
| ABS | Commonly used for appearance parts | Surface quality and gate location |
| PC | Good impact resistance, but requires stricter processing conditions | Temperature control and molding stability |
| PA | High strength, with noticeable shrinkage in some grades | Runner design and warpage control |
| POM | Good dimensional stability | Mold precision and processing conditions |
3. Comparison Table of Different Mold Types
To compare the differences among various injection mold types more clearly, the following table provides a brief comparison across several dimensions. It should be noted that the ratings of high, medium, and low are for relative reference only. The actual solution still needs to be evaluated based on specific product structure, material requirements, and production goals.
| Mold Type | Structural Complexity | Initial Cost | Production Efficiency | Material Waste | Suitable Production Volume | Typical Applications | Suitable for Complex Parts |
| Cold runner mold | Low | $ | Medium | High | Low to medium | Conventional plastic parts, low-volume projects | Average |
| Hot runner mold | Medium to high | $$$$ | High | Low | Medium to high | High-volume production, appearance parts | Relatively suitable |
| Two-plate mold | Low | $$ | Medium | Depends on runner design | Low to high | Standard injection molded parts | Average |
| Three-plate mold | Medium | $$$ | Medium | Depends on design | Medium to high | Products with high appearance requirements | Relatively suitable |
| Stack mold | High | $$$$$ | Very high | Low to medium | High | High-volume mass production projects | Applicable |
| Single-cavity mold | Low | $ | Low | Depends on runner design | Low | Sampling, trial production | Applicable |
| Multi-cavity mold | Medium to high | $$$$ | High | Low to medium | High | Stable mass production products | Depends on product |
| Family mold | Medium to high | $$$ | Medium | Medium | Medium | Sets of matching parts produced together | Limited |
| Insert mold | High | $$$$ | Medium | Medium | Medium | Functional parts with metal inserts | Suitable for specific complex parts |
| Overmolding mold | High | $$$$ | Medium | Low to medium | Medium to high | Soft-hard combination parts, anti-slip handles | Suitable |
| Unscrewing mold | High | $$$$$ | Medium | Low to medium | Medium to high | Threaded parts, connectors | Very suitable for specific complex parts |
| Two-shot mold | Very high | $$$$$ | Medium to high | Low | Medium to high | Two-color appearance parts, dual-material functional parts | Suitable |
Conclusion
Different types of injection molds each have their own suitable application scenarios. There is no one solution that fits every product. The key to selecting the right mold type lies in making a comprehensive judgment based on part structure, production volume, cost targets, and quality requirements.
In actual projects, mold selection often directly affects development risk, mass production efficiency, and long-term manufacturing cost. Therefore, the earlier the right judgment is made, the smoother the project can move forward in the later stages.
If you are evaluating the right mold solution for your product, feel free to contact RJC Mold. Based on your 3D drawings, material requirements, and target production volume, we can provide DFM evaluation, mold flow analysis support, mold structure recommendations, and one-stop mold manufacturing and injection molding services from sample validation to mass production delivery.