


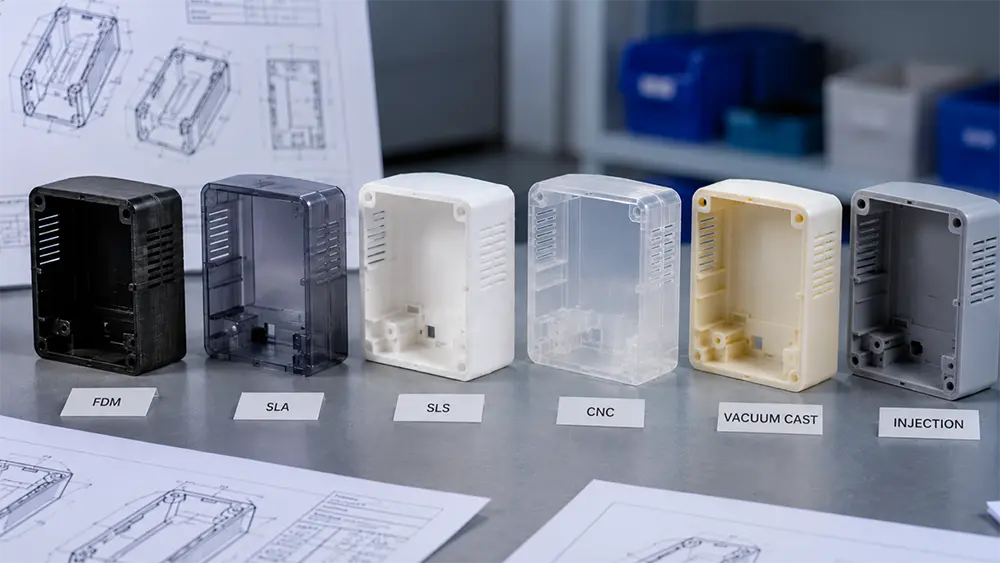
Are you developing a new product that contains plastic components while trying to control costs, lead times, and batch-to-batch quality consistency? Should you start with 3D printing or CNC machining for validation, or move directly to vacuum casting or rapid injection molding?
Drawing on more than 20 years of prototyping experience, we will quickly compare seven plastic prototyping methods to help you reduce trial and error.
1. Rapid Prototyping Methods at a Glance
The table below provides a general comparison for typical projects. Actual accuracy, cost, and lead time will vary depending on part size, structural complexity, surface finishing, material, and supplier capacity.
| Method | Typical Accuracy | Upfront Cost | Typical Lead Time | Suitable Quantity | Similarity to Production Parts |
| 3D Printing | Medium to high | Low | 1–5 days | 1–100 parts | Low to medium |
| CNC Machining | High | Medium | 3–10 days | 1–100 parts | Medium; the material can be similar, but the process is different |
| Vacuum Casting | Medium to high | Medium | 7–15 days | 10–50 parts per mold | Medium; the appearance is similar, but most materials are substitutes |
| Rapid Tooling and Prototype Injection Molding | High | High | 2–4 weeks | Dozens to thousands of parts | High |
| Thermoforming | Medium | Medium | Several days to 2 weeks | Low to small- or medium-volume production | High |
| Reaction Injection Molding | Medium to high | Medium to high | Usually several weeks | Dozens to small- or medium-volume production | High |
| Compression Molding | Medium to high | Medium to high | Usually several weeks | Low to small- or medium-volume production | High |
2. General-Purpose Plastic Rapid Prototyping Methods
3D Printing
3D printing builds parts layer by layer from a 3D model without requiring a mold. When the design changes, the model can simply be updated and printed again, making this method especially suitable for rapid iteration during the early stages of product development.

Common 3D printing methods:
FDM: Thermoplastic filament is melted and extruded layer by layer. It is relatively inexpensive and works well for concept models, larger parts, and initial assembly testing.
SLA or DLP: Light is used to cure liquid resin. These processes produce smooth surfaces and fine details, making them suitable for detailed appearance prototypes.
SLS: A laser fuses nylon or TPU powder. No additional support structures are required, so it is well suited to complex geometries, snap-fits, and functional prototypes.
MJF: This process mainly uses nylon powder. It offers relatively high production efficiency and consistent mechanical properties, making it suitable for functional testing and low-volume production.
PolyJet: It can produce highly detailed models with multiple colors or combinations of rigid and flexible materials, although long-term material performance is usually limited.
Common materials: PLA, ABS, ASA, PETG, PA11, PA12, TPU, photopolymer resins, ABS-like, PP-like and high-temperature resins, as well as carbon-fiber- or glass-fiber-reinforced printing materials.
It is important to note that an “ABS-like resin” only simulates some properties of ABS. It is not the same as actual injection-molding-grade ABS.
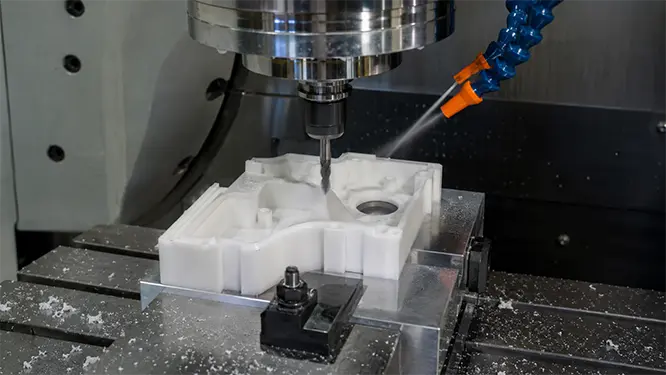
CNC Machining
CNC machining removes material from plastic sheets, blocks, or rods to create the required part. Because it uses solid engineering plastics, it is generally more reliable than standard 3D printing for dimensional, strength, and material-performance testing.

Common materials: ABS, PC, POM, PMMA, PA, PEEK, PE, PP, PVC, and PTFE.
CNC machining is suitable for validating real material properties, but a CNC-machined part is not the same as an injection-molded part. Even when the same material grade is used, the two processes create different internal stresses and structural characteristics.
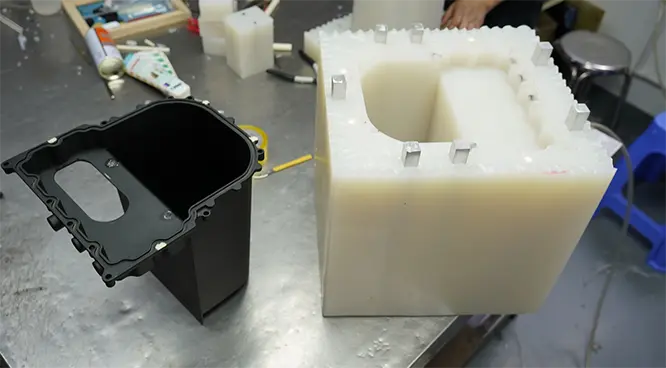
Vacuum Casting
Vacuum casting begins with a master pattern made by 3D printing or CNC machining. A silicone mold is then created from the master, after which liquid polyurethane resin is cast into the mold under vacuum. This method is mainly used to reproduce a small number of identical plastic samples.

Common materials:
Vacuum casting mainly uses different formulations of polyurethane resin, including:
ABS-like resin, PC-like resin, PP-like resin, transparent polyurethane, high-temperature polyurethane, and soft rubber-like polyurethane.
These materials can simulate some of the appearance and performance characteristics of ABS, PC, or rubber, but they are not actual ABS, PC, or thermoplastic elastomers.
Rapid Tooling and Prototype Injection Molding
Rapid tooling shortens mold-production time by simplifying the mold structure, reducing manufacturing steps, or using materials such as aluminum and soft steel. Once the mold is complete, real plastic parts are produced on an injection molding machine.


Rapid tooling is the method used to make the mold, while prototype injection molding is the process used to manufacture the parts. The two are usually used together.
Common materials: ABS, PC, PC/ABS, PP, PE, PA, POM, PMMA, TPE, TPU, PBT, PPS, PEEK, and glass-fiber-reinforced or flame-retardant plastics.
The main value of prototype injection molding is not simply that it can produce more samples. It allows the part to be evaluated using actual injection molding materials and real molding conditions.
3. Prototyping Methods for Specific Part Structures
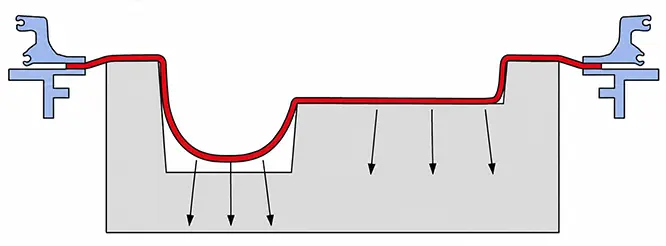
Thermoforming
Thermoforming heats a plastic sheet until it softens, then uses vacuum, pressure, or mechanical force to shape it against a mold. Vacuum forming is one of the most common thermoforming processes.

Common materials: ABS, HIPS, PET, PETG, PC, PP, PE, PVC, and PMMA.
When the final product will also be manufactured by thermoforming, a thermoformed prototype can provide a useful representation of the production part. If the final product will be injection molded, however, the thermoformed sample can only verify the general appearance and spatial structure.
4. Molding Methods for Specific Materials
Reaction Injection Molding
Reaction injection molding, commonly abbreviated as RIM, mixes two or more low-viscosity liquid components and injects them into a mold, where they react chemically and cure.

RIM is mainly used for polyurethane materials and is not the same process as conventional thermoplastic injection molding.
Common materials: Rigid polyurethane, elastomeric polyurethane, structural polyurethane foam, and reinforced polyurethane materials.
RIM is suitable for equipment housings, automotive components, medical equipment enclosures, and large polyurethane structural parts.
Compression Molding
Compression molding places a measured amount of material into an open mold. The mold is then closed, heated, and pressurized, causing the material to flow and fill the cavity before curing or cooling.
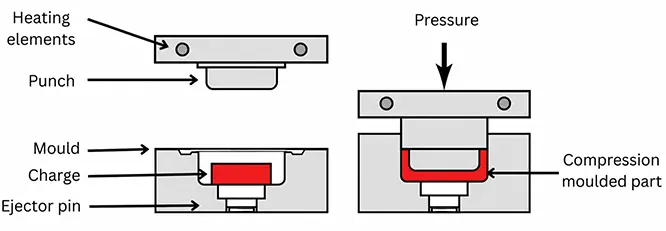

It is more commonly used for thermosetting plastics, silicone, rubber, and fiber-reinforced composites.
Common materials: Liquid or solid silicone, natural rubber, EPDM, NBR, SBR, phenolic resin, melamine resin, epoxy molding compounds, and fiber-reinforced composites such as SMC and BMC.
When the final product will be compression molded, prototypes made with rapid compression tooling can provide a useful indication of material flow, flash formation, and curing behavior.
5. How to Choose: A Quick Decision Guide
Start by identifying what the prototype needs to prove rather than simply choosing the lowest-priced method.
| Project Requirement | Recommended Method |
| Validate shape, proportions, and basic assembly | FDM, SLA, or DLP |
| Produce detailed appearance or presentation models | SLA, PolyJet, or vacuum casting |
| Test complex snap-fits, hinges, and nylon structures | SLS or MJF |
| Validate the dimensions and mechanical properties of real plastics | CNC machining |
| Produce dozens of identical samples | Vacuum casting |
| Validate real injection molding materials and molding issues | Rapid tooling and prototype injection molding |
| Produce large, thin-walled housings or trays | Thermoforming |
| Produce large polyurethane housings or structural foam parts | Reaction injection molding |
| Produce silicone, rubber, thermoset, or composite parts | Compression molding |
You can narrow down the options further by considering the following points.
Is the Design Still Changing Frequently?
When the design has not yet been finalized, 3D printing is usually the best place to start. Each revision can be produced without making a new mold, keeping the cost of trial and error low.
Do You Need the Actual Material?
CNC machining is suitable when you need to test solid engineering plastics. When the goal is to validate the actual injection molding material and molding results, prototype injection molding is the better option.
Vacuum-cast polyurethane and photopolymer resins are more suitable for simulating appearance or selected properties. They cannot directly replace testing with the final production material.
What Manufacturing Process Will Be Used for Production?
The closer the prototyping method is to the final production process, the more relevant the test results will be.
If the final part will be produced by thermoforming, RIM, or compression molding, the prototype should ideally use the same process. Otherwise, even when the shape looks similar, the wall thickness, material properties, and molding defects may be completely different.
In actual product development, several prototyping processes are often used together. For one electronic equipment customer, we completed an enclosure project from product design through production. The project went through one round of DFM optimization, two rounds of 3D-printed prototypes, and one round of CNC sample validation before we built rapid tooling and produced 50 injection-molded parts to evaluate assembly, material performance, and batch consistency. The entire pre-production validation process was completed within four weeks, after which the project successfully moved into full production.