Tonnage in an injection molding machine refers to its clamping force which keeps the mold halves together. This force acts similar to a heavy-duty vise; it holds the mold halves firmly closed along the parting line.
During the fill and pack stages, molten plastic enters the cavity at extreme pressures. Without enough tonnage this internal pressure can cause the mold to open, thus leaking material out.
Why “More Tonnage” Is Not Always Better?
While high tonnage helps avoid leaks but the excess force also causes long term mechanical damage. High pressure can crush mold vents which traps gas and causes visible burn marks. In addition, it also causes platen deflection and rapid wear on important parts such as leader pins.
The Physics Behind Mold Flash and Why It Happens
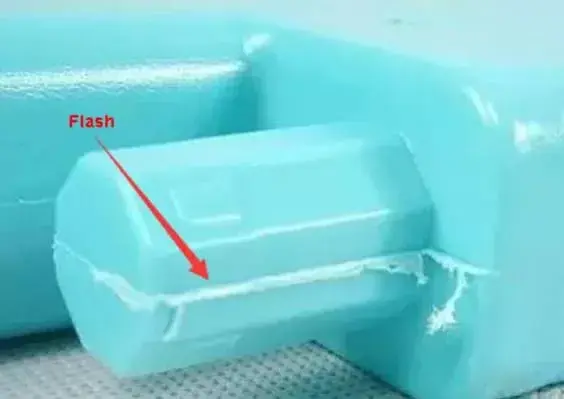
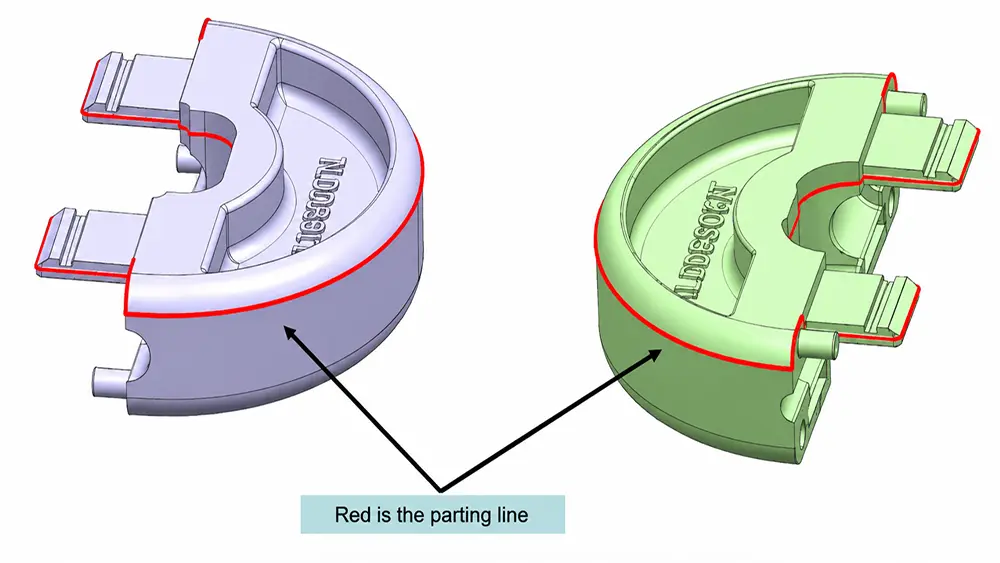
Flash appears when plastic escapes from the cavity usually at the parting line. This issue occurs when the internal opening force that is the product of the cavity pressure and the projected area increases more than the clamping force. If the clamp cannot hold the mold shut, the halves separate and plastic escapes.
What Increases the Needed Clamp Force?
- Higher cavity pressure: Using materials with high viscosity, making thin walled parts, designing long flow paths as well as applying high packing pressure all increase the force that tries to open the mold.
- Bigger projected area: Larger parts or molds with more cavities increase the area exposed to cavity pressure.
Step By Step– How To Calculate Injection Molding Machine Tonnage
First Step — Figure Out Total Projected Area
The first thing to do is to find the total surface area on which the clamp force will act. Start searching for the largest silhouette of the part in the direction of the clamp movement and multiply it with the number of the cavities. Add the projected area of the cold runner system since it also adds to the opening force.
Should you subtract holes?
You should only subtract the area of a hole if it is created by a mechanical shut off. If not, include the hole’s area because plastic pressure still acts there.
Second Step— Pick a Clamp Factor
Now pick a clamp factor (usually 2 to 5 tons/in²) that matches the resin’s viscosity. Easy-flow materials (PE, PP) will require 2–3 tons/in² whereas high viscosity resins (PC) or thin walled designs will need 4–5 tons/in². Increase this factor up for long flow lengths or high packing pressures.
Third Step — Add A Realistic Safety Factor
Once you have the initial tonnage, add a safety factor (normally 10% to 20%) to cover process changes. Use a lower safety margin for stable, high volume runs. For prototype molds however, choose a higher margin to protect the mold from sudden pressure spikes.
Final Formula
To estimate quickly, apply this formula:
Tonnage ≈ Projected Area × Clamp Factor × Safety Factor
For a more accurate calculation, you can use this engineering formula to find the minimum force needed to keep the mold closed:
Force (tons) = Cavity Pressure (tons/in²) × Area (in²)
Tonnage Calculation in Practice– Real World Case Study
At RJC Mold, we recently had to determine the correct tonnage for a 4 cavity ABS gear housing. Each part had a projected area of 20 in² with the cold runner adding 12 in².
Inputs
- Part Projected Area: 20 in² × 4 cavities = 80 in²
- Runner Projected Area: 12 in²
- Total Projected Area: 92 in²
- Clamp Factor (ABS): 4 tons/in²
- Safety Factor: 15%
Calculation: 92 in² × 4 tons/in² × 1.15 = 423.2 tons
Output: We chose a press rated between 450 and 500 tons. We also planned a cavity pressure study in order to fine tune the final clamp setting.
Quick Reference Cheat Sheet for Injection Molding Machine Tonnage
This simple guide is helpful for making reliable and accurate tonnage calculations.
Tonnage Calculation Checklist
- Find the total projected area which includes both parts and the runner system.
- Count every cavity—particularly in family molds.
- Choose a clamp factor depending on the viscosity of resin.
- Check that the machine’s limits and size fit the mold.
- Include a safety factor in order to stabilize the process.
- Double check your math and adjust clamp settings during production.
Common Mistakes & How to Avoid Them
- Omitting Cold Runners: Operators often forget about the projected area of the runner. Therefore always include the runner and sprue in your total area.
- Incorrect Hole Subtraction: Subtracting holes which are not true mechanical shut-offs results in under-calculation. So only subtract the area where steel blocks plastic flow.
- Maxing Out Clamp: A machine having sufficient tonnage may not have a sufficient barrel capacity. Always check that the shot size matches your needs.
Balancing Cost & Quality– How To Set Clamp Tonnage In Production
It is very important to set the right clamp tonnage on the production floor in order to protect both machine life and part quality. The following methods help you fine tune your settings using proven industry practices.
The “Minimum Effective Clamp” Approach
Aim to find the lowest clamp force that still prevents flash. This way, it keeps mechanical stress to a minimum on the mold and thus avoids crushed vents and considerably reduces energy consumption.
Shop Floor Method– Practical Clamp Optimization
A step by step, hands-on process gives the best results for clamp setting:
- Start Safely: Always start with tonnage obtained from initial calculations.
- Stabilize: Make sure fill time, melt temperature and pack profiles stay consistent.
- Decrease Force: Lower the clamp force in small increments and observe the parting line for any flash.
- Buffer: If you see a flash, slightly increase the force to add a safety margin.
- Document: Record these settings so you can repeat and trace them later.
How Over Clamping Shows Up On The Press?
Excessive force causes problems that are often misdiagnosed as processing problems. You may experience mold or platen deflection, higher energy use and faster wear on parting line shut-offs. It can also trap gas and cause burn marks on the part.
How To Spot Under Clamping?

Insufficient force has a direct effect on the quality of parts. The main symptom is flash, in which molten plastic flows out of the cavity. This leads to inconsistent part weights, burrs and high scrap rates – all signs of an unstable process.
Selecting The Right Machine Tonnage Range for Injection Molding
Selecting a suitable press involves more than just calculating force. You must also make sure that the machine can physically support your mold.
Aim For A “Process Window” Not The Minimum
Avoid machines which only offer the absolute minimum tonnage. Environmental drifts or material variations can cause change in process conditions. A machine with extra capacity gives you a wider process window. This helps maintain part quality and prevents flash without using excessive clamp force.
Check The Machine Constraints People Forget
Tonnage is only one factor. Always check out the following critical specifications:
- Tie-bar Spacing & Platen Size: The mold must physically fit inside the machine.
- Daylight & Mold Height: The machine must open enough to allow mold height and part ejection.
- Ejection Stroke or Force: The system should have sufficient travel and power in order to eject finished parts.
- Shot Capacity & Plasticizing Rate: The machine must melt and inject the required plastic volume without slowing the cycle.
Multi Cavity & Family Molds– How Tonnage Scales
When using multi cavity molds, tonnage increases in direct proportion to the number of cavities. You must add up the projected area of all the cavities and the runner system. For family molds however, base your calculation on the part that needs the highest pressure.
Hot Runner Vs Cold Runner– What’s The Impact On Tonnage
The type of runner system used can have an effect on required tonnage. Cold runners are cooled and ejected with parts which add to the overall projected area and increase clamp force requirements. On the other hand hot runner systems keep plastic molten inside the mold so the runner area adds less to the total. This can lower the overall tonnage needed.
To Sum Up
In short, understanding injection molding tonnage is very important for making high quality parts and keeping your equipment safe. When you calculate projected areas correctly and choose the right clamp factors, you create a stable production window. This approach stops flash and lowers unnecessary mold wear.
If you are looking for high quality injection molded parts then RJC Mold is your best option. You can contact us anytime.
Related Questions
● Why do I still get flash even with high tonnage?
Flash can still happen if vents are blocked, mold surfaces are worn or injection pressures go beyond the machine’s clamping ability.
● Can too much tonnage damage the mold or machine?
Yes. Using too much force can crush vents, bend platens and leave burn marks. This speeds up wear on both the machine and the mold.
● Is tonnage the only factor in choosing an injection molding machine?
No. You also need to check shot capacity, platen size, tie-bar spacing and ejection stroke to make sure the mold fits the machine.
● How do I optimize tonnage for cost control?
Set the clamp force just high enough to prevent flash. This reduces machine wear, saves energy and cuts maintenance costs.