For a plastic injection molding project, the choice between a hot runner mold and a cold runner mold can affect more than the mold structure. It also influences upfront mold cost, material waste, production efficiency, labor handling, and the total cost over the project’s life cycle.
Hot Runner vs Cold Runner Mold: Quick Comparison
| Project Factor | Cold Runner Mold Is More Suitable When… | Hot Runner Mold Is More Suitable When… |
| Production Volume | Low-volume production, medium-volume production, or trial production | Medium-to-high-volume or high-volume production |
| Mold Budget | The upfront mold budget is limited | A higher initial mold cost is acceptable |
| Material Cost | The material is inexpensive, and runner waste has limited cost impact | The material is expensive, and reducing runner waste is important |
| Part Size | Medium or large parts, single-cavity molds, or low-cavity molds | Small parts and multi-cavity molds |
| Runner-to-Part Ratio | Runner weight is relatively low compared with the part weight | Runner weight is high compared with the part weight |
| Automation Requirement | Automation is not a major requirement | Stable automated mass production is required |
| Material Properties | Heat-sensitive or easily degraded materials are used | Materials with good thermal stability are used |
| Maintenance Conditions | A simple structure and easy maintenance are preferred | The factory has experience maintaining hot runner systems |
| Project Stage | Mold trials, validation, or small-batch production | Long-term mass production projects |
Cost Difference
Mold Cost
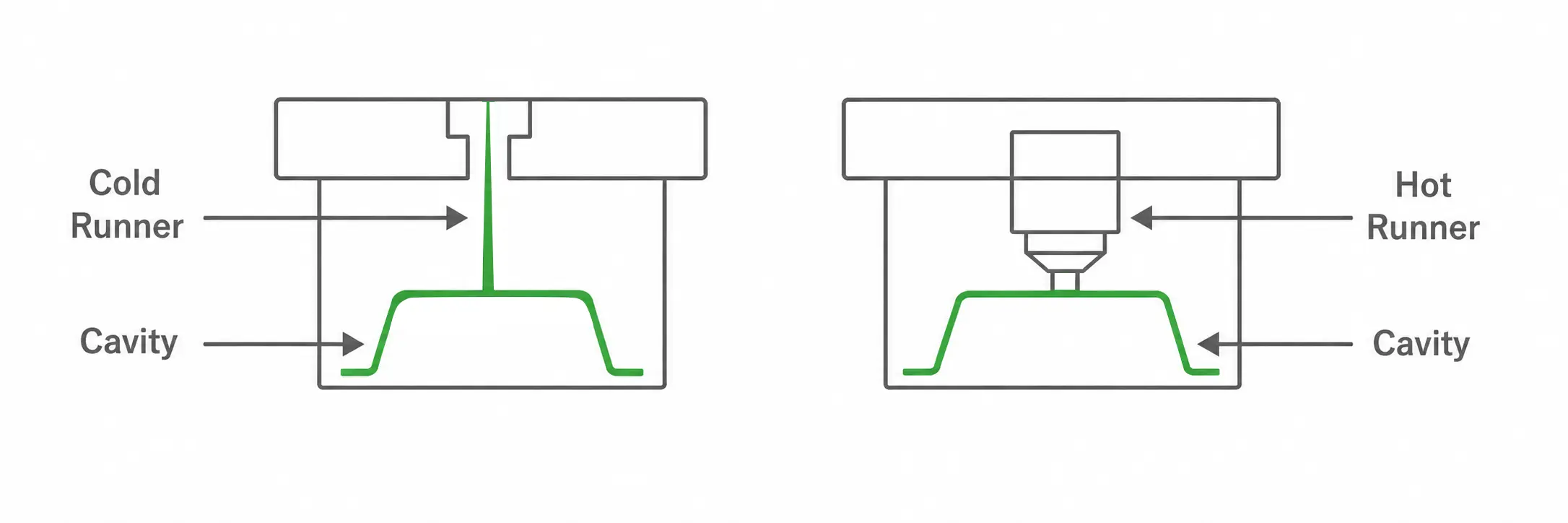
A hot runner mold usually has a higher initial cost.
This is because the mold needs additional components such as a hot runner manifold, heated nozzles, heaters, thermocouples, wiring, and a temperature control system. The mold design and assembly also need to be more precise , and the more complex structure may require more careful maintenance during long-term production.
For multi-cavity molds or large-volume production, this extra cost may be reasonable because the mold can save material and improve production efficiency over time.
A cold runner mold is usually cheaper to manufacture. Its structure is simpler, and it does not require a heated runner system. For trial production, low-volume projects, or products with uncertain demand, a cold runner mold can reduce the upfront investment.
In short, hot runner molds cost more at the beginning, while cold runner molds are more economical for projects that do not need long-term high-volume production.
Material Cost
Material waste is one of the biggest differences between hot runner and cold runner molds.
In a hot runner mold, the plastic inside the runner system stays molten. As a result, there is little or no solid runner waste after each cycle. This is especially valuable when using expensive engineering plastics, transparent plastics, flame-retardant materials, or materials with strict quality requirements.
In a cold runner mold, the runner solidifies together with the part. This creates extra material waste in every cycle. The larger the runner system and the higher the cavity count, the more material may be wasted.
Labor Cost
Hot runner molds can also reduce labor in mass production. Since there is usually no solid runner to remove, operators or automation systems spend less time separating, collecting, trimming, or recycling runner waste. This can make production cleaner and easier to automate.

Cold runner molds may require extra labor or equipment to handle the runner. The runner may need to be separated from the part, collected, crushed, dried, mixed with virgin material, or discarded. For small batches, this extra work may not be a big issue. But in long-term production, it can add real cost.
Total Cost
The total cost depends on production volume, material price, runner weight, labor cost, and how long the mold will be used.
For low-volume production, a cold runner mold is often more cost-effective because the lower mold cost is more important than the material and labor saved during production.
For high-volume production, a hot runner mold can often be more economical in the long run. Although the initial mold cost is higher, the savings from reduced material waste, shorter handling time, lower labor demand, and better automation can offset the extra mold investment.
So the cost comparison should not only look at the mold price. A cheaper cold runner mold may cost more over time if the runner waste is heavy, the material is expensive, or the production volume is high.
Production Efficiency
Hot runner molds usually provide better production efficiency.
Because the runner system does not need to cool and solidify in every cycle, the molding cycle can often be shorter. The machine does not need to spend extra time cooling a thick runner, and there is no need to remove or separate the runner from the molded part.
This also makes hot runner molds easier to connect with automation. For example, parts can be picked by a robot directly, without an extra step for runner separation. In high-volume production, even a small reduction in cycle time can make a large difference in total output.
Cold runner molds are usually less efficient because the runner must cool before ejection. After molding, the runner may also need to be separated, collected, crushed, or handled manually or automatically.
However, this does not mean cold runner molds are always inefficient. For small-batch production, simple parts, or products where the runner is small, the difference may not be a major problem. In some cases, the lower mold cost and easier operation can make cold runner molds the more practical choice.
The key point is not that hot runner is always better. The key point is whether the production volume is high enough to justify the added cost and complexity.
Suitable Projects for Hot Runner and Cold Runner Molds
| Project Type | Better Choice | Why |
| High-volume production | Hot runner mold | Saves material and improves production efficiency |
| Expensive plastic materials | Hot runner mold | Reduces runner waste |
| Automated production | Hot runner mold | Easier to support continuous and stable production |
| Small-batch production | Cold runner mold | Lower initial mold cost |
| Prototype or trial production | Cold runner mold | Lower cost and easier adjustment |
| Simple plastic parts | Cold runner mold | No need to pay for a complex runner system |
| Frequent material or color changes | Cold runner mold | Easier to clean and switch production |
| Multi-cavity production | Usually hot runner mold | Helps reduce waste and improve filling consistency |