Introduction
Choosing the wrong machining configuration costs you in setups, scrap, and missed tolerances on every job. The difference between 3-axis, 4-axis, and 5-axis is not only capability, but it’s also your quoting power and margin. This guide will tell you which axis count you need for your parts and your contracts.
What Are CNC Machining Axes?
Axes are the direction(s) in which a machine can move the tool or part to remove material. The more axes, the more angles will be reached in less setup. This has a direct impact on accuracy, cycle time, and the complexity of any part that doesn’t need to be outsourced or refitted to get a quote.
What Is 3-Axis CNC Machining?
A 3-axis CNC Lathe machine motion enables the tool to move in three linear directions: X, Y, and Z. It is the most versatile part tool and the least expensive way to access precision machining.
How It Works
The tool moves towards the part in one direction only. If any feature is specified on another face, the part must be re-clamped and re-zeroed in order to set up for a new feature.
Best Uses
Flat parts with all features on one or two faces, such as plates, brackets, slots, and pockets. Simple parts are processed here at low time and cost.
Pros & Cons
Lowest cost per machine and easiest to program — but multi-sided parts mean more setups, longer lead times, and stacking positional error that eats your tolerance budget.
What Is 4-Axis CNC Machining?
4-axis is an additional rotary axis that rotates the part in order to position the tool against several sides of the part without unclamping. Three or four set-ups are reduced to one set-up when holes, slots, and profiles are cut around a part.
This reduces the handling cost, increases accuracy, and decreases lead time for parts that would otherwise be a bottleneck for a 3-axis machine. It’s the hands-on enhancement when your part mix gets beyond the point of flat work.
What Is 5-Axis CNC Machining?
5-axis requires an additional two rotary axes that allow the tool to get at the part from nearly any angle with a single setup. Complete production of complex contours, compound angles, and undercuts without repositioning, without compounding error.
The configuration that secures aerospace, medical, and precision mold orders. If it can’t be done in one setup, you may often not be able to quote it competitively at all.
Top 10 Key Differences Between 3-Axis vs 4-Axis vs 5-Axis CNC Machining
Axes of Movement and What They Mean
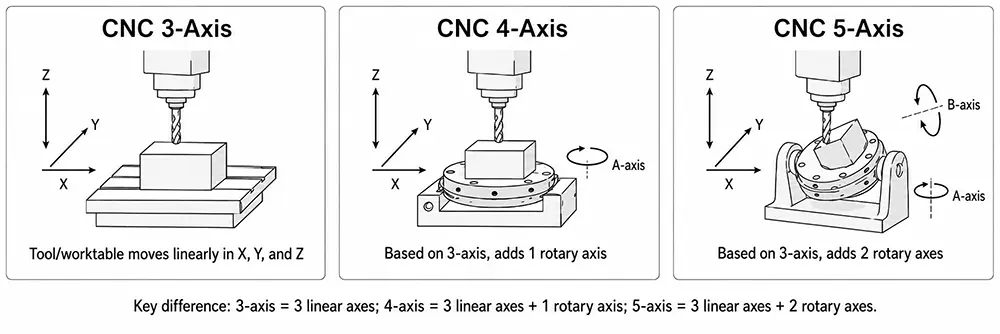
3-axis is the movement of the tool in 3 straight lines only. 4-axis additional rotation, part turns to present new faces. With a 5-axis, a second rotation is added, which allows the tool to tilt and turn to access nearly any surface.
The more movement, the more times a part will have to be touched, clamped, and realigned. Each additional handling operation adds expense and risk of error. How many axes you are running determines the max geometry you can quote without outsourcing. That ceiling is not an engineering one; it’s a revenue one.
Geometric Complexity It Can Produce
3-axis only has features that can be seen from a single vertical approach. Things that have an angle on them have to make compromises or extra operations. 4-axis rotates, swivels parts to access features around an axis, like cross-holes on shafts, cam profiles, and indexed sides.
5-axis machines generate freeform surfaces, deep holes, and compound angles all in one pass. The more complicated the part you can accomplish yourself, the higher the worth of the contract you can go after. Complexity that can’t be machined is the competition you give to it. The distinction between being able to quote the job and losing it is in determining the machine capability with part geometry.
Number of Setups Required
Setups are a hidden cost. One provides each with fixturing, operator time, and another opportunity for misalignment. If you have a multi-sided part, you may have to set it up 4 or 5 times on a 3-axis machine, 2 times on a 4-axis machine, and once on a 5-axis machine.
The fewer the setups, the less labor cost on each part, and the quicker the turnaround on revenue-producing jobs. Scrap is also created at set-up — each re-clamp is a potential scrap part. The best methodology to reduce lead time and rejection rate on complex work is to reduce setups.
Dimensional Accuracy and Tolerance Capability
The small positioning error is introduced at each clamping. In a number of setups, those errors accumulate and eat up your tolerance budget. Tolerances are tight, and the part is machined in one reference frame in 5-axis machining.
If you’re implanting something in a human body, building an aircraft, or creating a precision mold, the single setup accuracy is the spec. No tolerance – rework, scrap, or lose the contract. The right axis setup will guarantee your tolerance and reputation at the jobs where precision is key.
Surface Finish Quality
The surface finish is dependent upon tool angle and contact. On 3-axis machines, steep walls and contoured surfaces require hand finishing to remove the steps. 5-axis ensures the tool is maintaining the optimum cutting angle throughout the surface area, resulting in cleaner surfaces, right out of the machine.
Reduction in manual finishing reduces labor cost and speeds up delivery. In parts where finish is the function, such as sealing faces, flow surfaces, and optical parts, the quality of the finish determines whether the part meets specifications. Better finish off the spindle lathe machine results in direct savings on each part that is shipped.
Programming Complexity
3-axis programs of CNC lathe machine are straightforward, easy to write, and quick in run-time, which allows for low engineering cost. A 4-axis is added to the plan with rotary positioning. For 5-axis simultaneous toolpaths, more advanced CAM software and programming knowledge are required to prevent collisions and gouging.
Extra programming time is an overhead — and it’s a one-time expense that is not deducted from each run. There is a trade-off here: If you can put in more effort into programming, you will get higher-value work and accuracy in a single setup. Having an understanding of where that trade pays out on part mix saves your engineering hours and margins.
Tooling and Fixture Requirements
To get access to all the faces of a component, multiple 3-axis fixtures are required, and each fixture costs and takes up space. 4-axis and 5-axis machines decrease the number of fixtures since the part is moved to the tool.
If you have fewer custom fixtures, tooling costs are lower, and job changes are quicker. A major hidden cost for high-mix work is fixture and setup costs. A configuration with fewer fixtures reduces capital and floor space requirements. The strategy of tools depends on how you choose your axes — and it’s right on your cost per part.
Cycle Time and Production Speed
More axes do not always mean faster cutting. A 3-axis machine can be the quickest and lowest cost per part for simple high-volume parts. The big advantage of 5-axis wins speed is that complex parts can be cut in four setups and just one, so even if the actual speed is slower, it’s a huge reduction in total throughput time.
The key question isn’t really which machine cuts faster, but which machine gets the finished part sooner at the lowest cost. The sooner you match the configuration to the part, rather than to the spec sheet, the sooner your cost per part gets lower.
Cost Comparison
3-axis machines are the most inexpensive to purchase, easiest to program, and least expensive to run — good value for simple jobs. 5-axis requires more capital, skilled labor, and advanced CAM. The true comparison, however, is the overall cost per part, including setups, fixtures, and any secondary operations.
A 5-axis cutting machine may be able to perform the task with 5 setups that cost less than a cheaper machine that requires 5 setups. The question you should be asking is not what you can afford today, it’s what the lost or rejected part is costing you today!
Industry Applications
3-axis can be used to make general components, plates, and high-volume simple components. The 4-axis is used for automotive, fittings, and parts having features around an axis. High-margin applications such as aerospace structures, medical implants, turbine components, and highly complex molds are the 5-axis standard.
You can only supply to industries that you have a good chance of being accepted by, if you are running the configuration you need to. If you don’t have the ability, it’s a market you can’t go into. Making contract investment match equipment investment is the key to making your spending on equipment competitive rather than a static expense.
3-Axis vs 4-Axis vs 5-Axis CNC Machining Comparison Table
| Factor | 3-Axis | 4-Axis | 5-Axis |
| Movement | 3 linear | 3 linear + 1 rotary | 3 linear + 2 rotary |
| Part Complexity | Simple, flat | Moderate, wrap-around | Complex, freeform |
| Setups Needed | Multiple | Few | Single |
| Accuracy | Standard | High | Ultra High |
| Surface Finish | May need finishing | Good | Excellent |
| Programming | Simple | Moderate | Advanced |
| Cost Level | Low | Medium | High |
| Best Industries | Fabrication, general | Automotive, fittings | Aerospace, Medical, Mold |
3-Axis vs 4-Axis vs 5-Axis CNC Machining – Which CNC Machining Axis Is Right for Your Project?
Start with your hardest part, not your average one. For 3-axis, the lowest cost per part is for flat, high-volume work. The parts with features around an axis, 4-axis. Single-setup precision, compound angles, or tight tolerances require a 5-axis. The correct one is the one that can make the most complex contract using machines, profitably, and in-house. Don’t know what to do with your part mix? Discuss with RJC, and they’ll design the configuration to match your geometry and volume.
Conclusion
The best configuration is not the one with the most axes — it is the one that fits your parts, tolerances, and volumes. Get that match right, and equipment spend becomes a competitive advantage instead of a fixed cost. Contact RJC today to specify the right CNC solution for your production.
FAQs
Is 5-axis CNC always better than 3-axis?
No. For simple, high-volume parts, 3-axis is faster and cheaper per part. 5-axis wins only on complex, multi-sided, or tight-tolerance work.
Do more axes mean faster machining?
Not always. The cut can be slower, but collapsing several setups into one cuts the total turnaround time sharply on complex parts.
Is a 4-axis machine just a 3-axis machine with a rotary table bolted on?
Effectively yes. A rotary axis is added so the part turns to present new faces, reducing setups.
What is the difference between simultaneous 5-axis and 3+2 machining?
Simultaneous moves all five axes together for true freeform surfaces. 3+2 locks the two rotary axes at a fixed angle, then cuts in 3-axis mode.
Do all materials machine equally well across 3, 4, and 5-axis setups?
No. Material hardness and geometry drive the choice. Hard or complex parts often need a 5-axis to hold tolerance and finish in one setup.