PA-66 is a type of thermoplastic resin, also known as polyhexanediamine, which was first invented by the American company DuPont. Polyamide plastic products are widely used as various mechanical and electrical parts, including bearings, gears, pulley pump impeller, blade, high-pressure sealing ring, pad, seat, bushing, oil pipeline, oil reservoir, rope, belt, grinding wheel adhesive, battery box, electrical coil, cable joint, etc.
Features of Nylon PA66
Crystallinity: Except for transparent nylon, most nylons are crystalline polymers. They have high crystallinity, high tensile strength, wear resistance, hardness, lubricity, and other properties. The decrease of thermal expansion coefficient and water absorption is not conducive to transparency and impact resistance. Mold temperature has a great influence on crystallization, the higher the mold temperature is, the higher the crystallinity is, and vice versa.
Shrinkage: Similar to other crystallized plastics, nylon resin has a large shrinkage problem. Generally, the shrinkage of nylon has the largest relation with crystallization, and the shrinkage rate will also increase when the crystallinity of the product is large. In the molding process, reducing the mold temperature or increasing the injection pressure, or decreasing the material temperature will reduce the shrinkage, but the internal stress of the product will increase and be easily deformed.
Molding pretreatment: Nylon PA66 needs drying treatment.Vacuum drying temperature 95-105 ℃ 6 to 8 hours; Hot air drying temperature around 90-100 ℃ for 4 hours.Nylon molding, the main attention to prevent “nozzle of the flow phenomenon”, so the processing of nylon materials generally chooses self-locking nozzle.
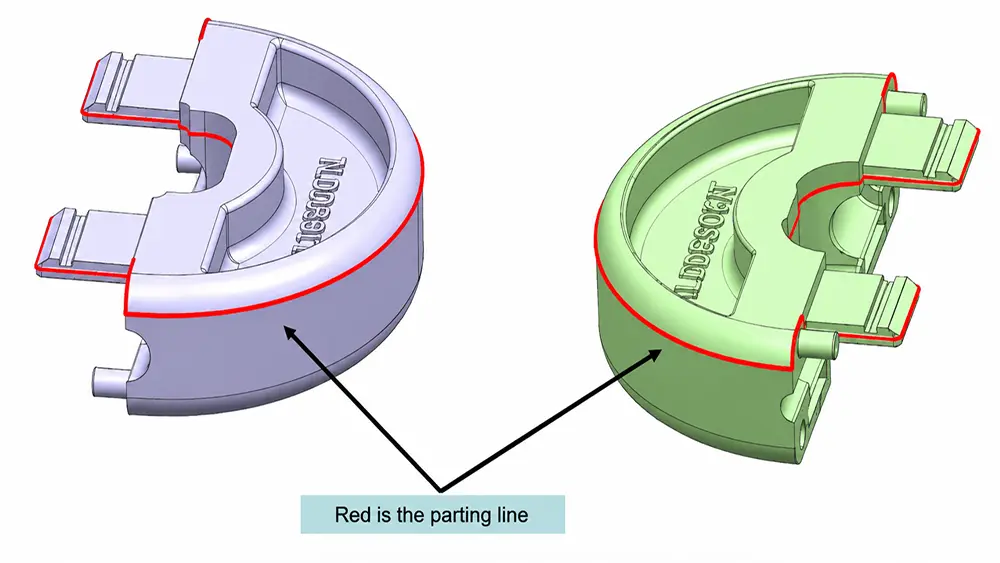
PA66 products and molds
The flow length ratio of PA66 products is 150-200 and the wall thickness should be no less than 0.8mm, generally between 1-3.2mm. The shrinkage rate is related to the wall thickness of the product. The overflow boundary value of nylon resin is about 0.03mm, so the vent slot should be controlled below 0.025. The products with thin walls or high crystallinity are usually controlled by cold water.
The injection molding of Nylon PA66
Cylinder temperature. Nylon 66 is a crystalline polymer with a distinct melting point., nylon resin in the injection of the selection of cylinder temperature with the resin itself a performance, equipment, the shape of the product factors. Due to the poor thermal stability of nylon, should not be so high temperature (above 260 ℃) for a long time to stay in the cylinder, lest cause the material to change color yellow, at the same time because the nylon has good liquidity, temperature more than the melting point and then flow quickly.
Injection pressure. Nylon solute has low viscosity and good fluidity, but the condensation speed is fast, in the shape of complex and wall thickness of thin products prone to defects, the higher injection pressure is necessary. But if the pressure is too high, the products will overflow; Pressure is too low, products can produce corrugated, bubble, obvious welding scar or lack of product defects, most varieties of nylon injection pressure does not exceed 120 MPA, the general selection within 60-100 mpa is meet the requirements of most of the products, as long as the products don’t appear bubbles, defects such as dents, generally do not use high pressure maintaining pressure, so as not to cause internal stress increased. For nylon, a fast injection speed can prevent excessive cooling caused by the ripple, insufficient filling. The effect of high injection speed on product performance is not obvious.
Mold temperature. Mold temperature on the crystallinity and molding shrinkage has a certain impact, high mold temperature crystallinity, wear resistance, hardness, elastic modulus, and molding shrinkage increased, water absorption decreased; The process will produce low mold temperature and crystallinity, good toughness and elongation.