How much does injection molding cost? What determines injection molding costs?
In this article, we break down the total cost into five main components, giving you a clear view of where the money goes—and how you can control it.
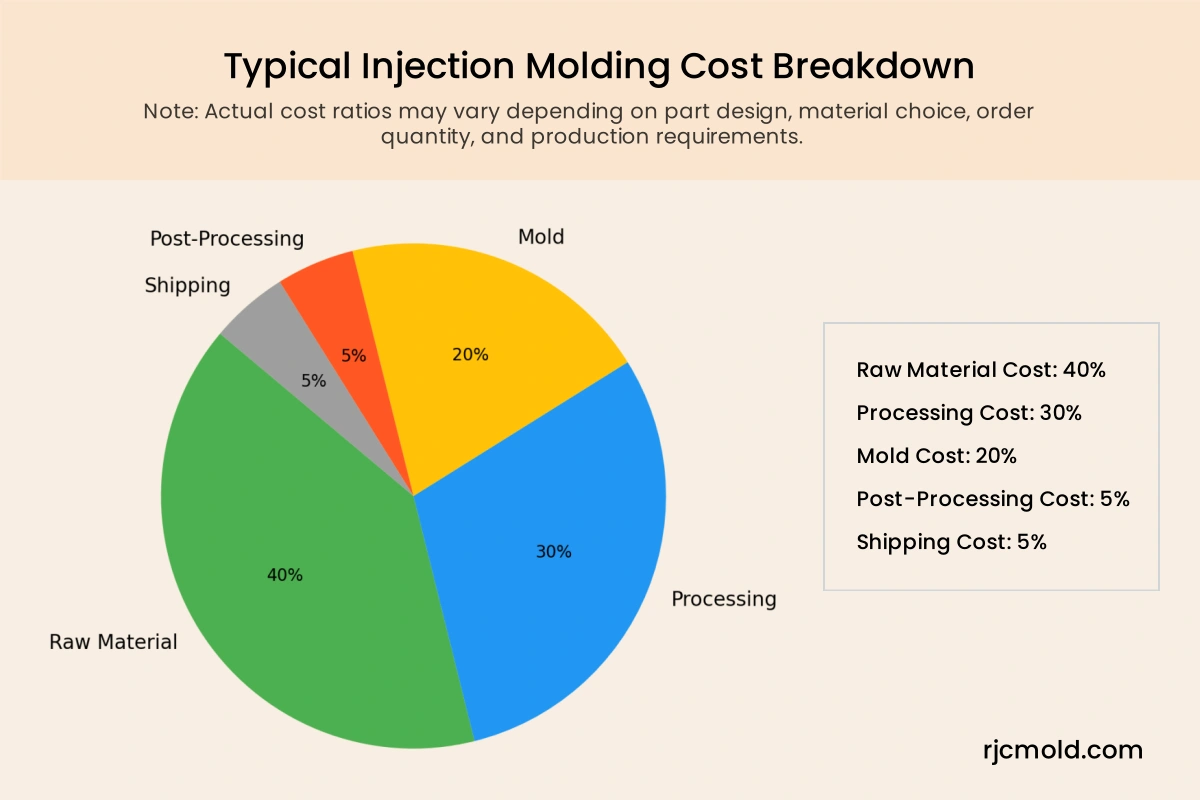
Injection Molding Cost Structure Explained
| Cost Category | Typical Proportion (in practice) | Example Details |
|---|---|---|
| Material Cost | 30% – 50% | Plastic resins (PP, ABS, PC, etc.) + color masterbatch, additives like glass fiber. Typical resin cost: $1.5–3.5/kg. For a 50g part, material cost is around $0.10–0.25/part, including additives. |
| Processing Cost | 20% – 40% | Includes machine depreciation, labor, electricity; unit cost depends on mold cavity count and cycle time. For a 100T machine, single-cavity mold, 30s cycle time, processing cost is about $0.05–0.15/part. |
| Mold Cost | Amortized over product volume | Mold price ÷ estimated output; the larger the order, the lower the unit cost. Typical mold cost: $3,000–15,000. For 50,000 parts, unit mold cost may range from $0.06–0.30/part. Complex or multi-cavity molds cost more. |
| Post-processing | 5% – 15% | Includes trimming, painting, plating, assembly, packaging (varies by process). For example: painting $0.10–0.30/part, assembly $0.05–0.20/part, packaging $0.05–0.10/part. |
| Logistics Cost | 1% – 10% (varies by order) | Includes packing, warehousing, shipping; fluctuates with region, shipping mode, and weight. For example: air freight from china to the US/EU is typically $5–15/kg, sea freight around $1–3/kg. |
Notes: Cost proportions and unit prices are based on typical mass production scenarios. Actual values vary depending on part size, complexity, material selection, mold design, order volume, and logistics method.
1. Material Cost: The Largest and Most Variable Factor
Raw material is often the biggest cost driver in injection molding. The type of plastic you choose can significantly impact the final cost.
| Material Type | Price Range (RMB/kg) | Characteristics |
|---|---|---|
| General-purpose plastics (PP, PE) | $1.0 – $2.0 | Low cost, easy to process |
| Engineering plastics (ABS, PC) | $2.5 – $6.5 | High strength, suitable for structural parts |
| High-performance plastics (PEEK, etc.) | $25 – $70+ | Heat and chemical resistant, very expensive |
Note: Actual prices vary by grade, supplier, additives (e.g., glass fiber, flame retardants), and order volume.
Example Calculation:
Suppose you are producing a plastic housing that weighs 60g, and you’re using ABS resin priced at $3.5/kg:
Material Cost = 60g × $3.5/kg = $0.21 per part
If additives are used (like colorants or fiberglass), the cost might increase to $0.25–$0.30 per part.
Additional considerations:
- Material utilization: Are there runners or waste?
- Recycled content: Lower cost but may affect performance
- Material loss: Evaporation during storage or drying
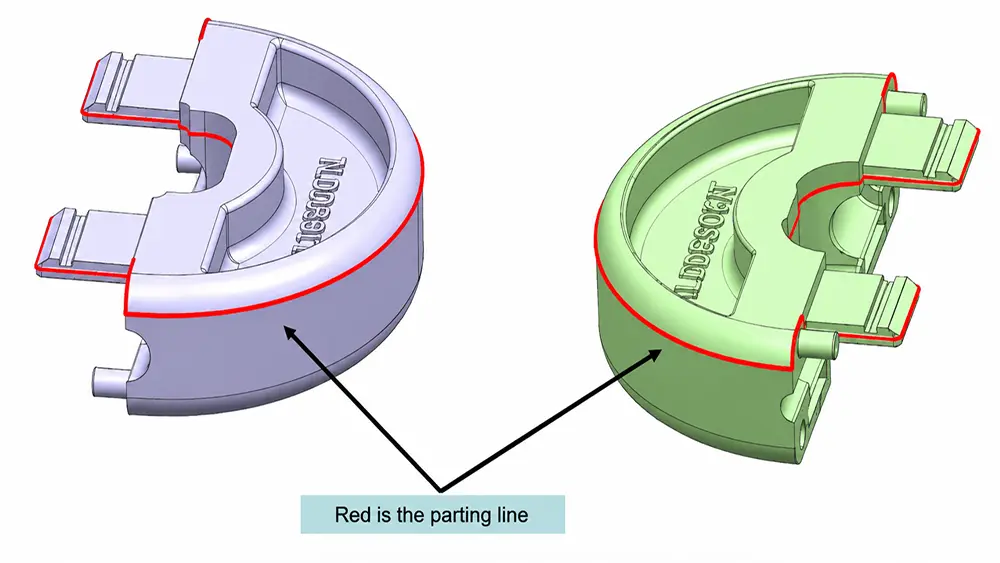
2. Mold Cost: One-Time Investment, Long-Term Allocation
How much does it cost to make a plastic mold? The Mold is often the biggest upfront cost in injection molding. It’s amortized over the product’s lifetime, and the per-unit cost decreases as volume increases.
| Mold Cost Component | Description |
|---|---|
| Mold base + machining | Includes CNC milling, EDM, polishing, surface texturing, etc. |
| Hot runner system | Heaters, hot nozzles, and temperature controllers (optional, used for high-output or multi-cavity molds) |
| Mold steel | Depends on required mold life: common choices include P20, S136, NAK80 |
| Structural complexity | Features like sliders, lifters, unscrewing mechanisms add to cost |
| Design & testing | 3D mold design, DFM, flow analysis, and trial runs (T0, T1 sampling) |
Example Calculation:
- Total mold cost: $6,600
- Estimated volume: 40,000 parts
- Unit mold cost: $6,600 ÷ 40,000 = $0.165 per part
Note: This cost is added to each unit as part of the total part price. The higher your production volume, the lower the amortized mold cost. This is why injection molding is best suited for medium- to high-volume manufacturing.
3. Processing Cost: What It Takes to Actually Mold the Part
Processing cost refers to what it takes to mold each part—from machine operation to labor and utilities. Several factors influence this cost.
| Cost Component | Explanation |
|---|---|
| Machine hourly rate | Includes depreciation, energy, maintenance |
| Labor cost | Operators for loading, monitoring, troubleshooting |
| Cycle time | How long it takes to mold one part |
| Number of cavities | Multi-cavity molds boost output per cycle |
| Yield rate | More scrap = higher cost per good part |
Key Variables:
| Factor | Impact |
|---|---|
| Long cycle time | Thick or complex parts reduce output/hour |
| Single vs. multi-cavity | Big cost efficiency gap |
| Material difficulty | PPS, PA+GF require more control and longer cycles |
| Automation level | Manual vs. robotic handling, auto ejection, hot runners |
| Labor region | Labor cost varies by region (e.g., China vs. Southeast Asia vs. Europe) |
Note: Multi-cavity molds have higher upfront cost but significantly reduce unit cost in production—ideal for medium and high volumes.
Cost Example: Single vs. Multi-Cavity Molds
| Item | Single-Cavity Mold | Multi-Cavity Mold (8 Cavities) |
|---|---|---|
| Cycle time | 25 sec | 30 sec |
| Hourly output | 3600 ÷ 25 = 144 pcs | 3600 ÷ 30 × 8 = 960 pcs |
| Machine cost/hour | $11 | $11 |
| Operator cost/hour | $4 | $4 |
| Good part yield | 95% | 95% |
| Effective output/hour | 137 pcs | 912 pcs |
| Total hourly cost | $15 | $15 |
| Cost per part | $15 ÷ 137 ≈ $0.11 | $15 ÷ 912 ≈ $0.016 |
4. Post-Processing Cost: Surface Treatment, Assembly, and More
Post-processing includes any additional steps after molding but before delivery. These processes add value—but also cost.
Typical operations include:
- Trimming / deburring
- Spray painting (UV coating, soft-touch paint)
- Silk screen / pad printing
- Laser marking
- Assembly
- Packaging
Example Cost Breakdown:
- painting: $0.10–0.30/part
- assembly: $0.05–0.20/part
- packaging: $0.05–0.10/part
Note: Not all parts require surface treatment. For functional or internal-use parts, this cost may be negligible.
5. Logistics Cost: More Than Just Shipping
Logistics costs in injection molding are often underestimated, especially when the focus is solely on shipping. In practice, logistics involves much more—from packaging and warehousing to customs processes, insurance, and even import duties. While the per-unit logistics cost may seem low, it can become significant in large-volume or international orders.
| Cost Item | What It Includes |
|---|---|
| Shipping | Domestic courier or international sea/air freight; charged by weight or volume |
| Packaging Materials | Blister trays, cartons, foam, or other inserts to protect the product during transit |
| Warehousing | Temporary storage, labeling, scanning, and inventory handling before shipment |
| Customs Clearance | Export documents, broker fees, and clearance handling at origin and destination |
| Duties and Tariffs | Import taxes based on product type and destination country regulations |
| Insurance | Coverage for cargo damage, theft, or loss during transportation |
Although logistics costs usually represent a smaller percentage of the total cost per part, they play a crucial role in the final landed cost. Ignoring tariffs or packaging expenses can lead to unexpected charges and delays. Early planning helps you stay within budget and avoid surprises.
Cost Optimization Tips: What Affects Injection Molding Cost the Most?
To control your injection molding budget effectively, here are the key variables that have the biggest impact on unit cost:
| Variable | Impact on Cost | Optimization Tip |
| Material type | High-performance resins are expensive | Use standard engineering plastics where possible |
| Mold cavity count | More cavities = lower unit cost | Consider multi-cavity molds for high volume runs |
| Mold complexity | More sliders/inserts = higher mold cost | Simplify part geometry when possible |
| Production volume | Higher volume = lower mold amortization | Aim for larger batch sizes to reduce per-unit costs |
| Cycle time | Longer cycles increase processing cost | Optimize cooling time and material flow |
Frequently Asked Questions
Q1: How do I estimate the mold amortization if I’m unsure about total volume?
A: A common method is to assume a break-even point (e.g., 5,000 or 10,000 units) and divide the mold cost accordingly. Your supplier can help simulate this with various volume scenarios.
Q2: Is injection molding still cost-effective for 500–1000 parts?
A: It depends on part size, complexity, and mold material. For simpler parts or aluminum molds, it can still be competitive. Otherwise, 3D printing or CNC machining may be more suitable.
Q3: How can I reduce post-processing costs without compromising appearance?
A: Consider in-mold texture, self-mating features, or simplifying the number of components.
Final Note
Understanding the breakdown of injection molding cost helps you make smarter decisions when planning production or comparing suppliers. If you’re unsure how your part design will impact cost: Upload your drawing or 3D file—we’ll send you a transparent, itemized quote within 12 hours.