The tolerances required for high-precision production are sometimes not attainable by standard machining methods. In such situations, the decision on whether to use Sinker EDM or Wire EDM will directly impact total cost, part quality & lead-time expectations. Both processes remove conductive stock via an electrical discharge, as opposed to physical cutting.
Quick Comparison Table: Sinker EDM vs Wire EDM
| Factor | Sinker EDM | Wire EDM |
| Blind Cavities | Yes | No |
| Through Cuts | Limited | Excellent |
| Tolerance | ±0.005mm | ±0.001mm |
| Electrode | Custom | Wire |
| Surface Finish | Variable (Ra 0.1 to 3.2µm) | Uniform (Ra 0.4 to 1.6µm) |
| Speed | Slower (2 – 8 mm3/min) | Faster (150 – 300 mm2/min) |
| Setup | Complex | Simple |
| Cost | Higher (for low – medium production) | Lower (for low – medium production) |
In most real projects, geometry comes first. If the feature is a blind 3D cavity, sinker EDM is usually required. If the feature is a through-cut profile, Wire EDM is usually the better choice.
7 Main Differences Between Sinker EDM and Wire EDM
This comparison looks at geometry range, surface quality, tolerance limits, cost and best-fit applications for each method.
This direct comparison outlines how each method fulfills specific manufacturing demands.
1. Geometries Compatibility
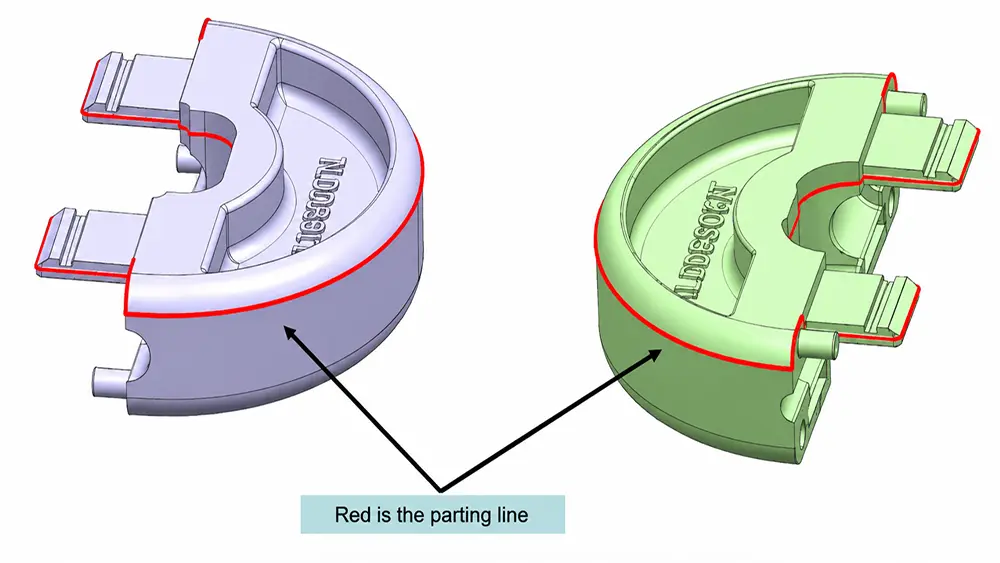
Sinker EDM can create blind pockets, 3D-cavities and other internal complex shapes that are impossible to produce with conventional tools. Wire EDM, on the other hand, can be used to cut 2D through-profiles, tapered cuts as well as open contours across the entire depth of the stock.
Real-world Scenario: A plastic injection mold requires a deep blind cavity of 40mm and has complex rib features. That geometry can’t be accessed with Wire EDM. The only option is sinker EDM. Therefore, geometry is typically the determining factor in selecting the type of EDM process to be used.
2. Dimensional Tolerances
In the majority of industrial uses, the accuracy of both EDM processes will be superior to the conventional CNC machining process. Sinker EDM consistently maintains tolerances of plus or minus 0.005mm, suitable for precision die tooling and injection mold cavities.
Wire EDM provides superior precision. It is common to obtain an accuracy of ±0.001mm and, under controlled conditions, top-tier equipment can attain ±0.0005mm.
Real world Example: For a medical punch requiring ±0.002mm profile accuracy, Wire EDM is usually the more practical and reliable choice, especially when the feature is a through-profile. Thermal compensation & material stability (both processes) also influence the final accuracy.
3. Electrode & Tooling Requirement
With Sinker EDM we need a distinct electrode made of COPPER or GRAPHITE for every varying part geometry. The electrode needs to be manufactured to match the desired cavity or feature. The additional time for electrode fabrication can be anywhere from 3 days to 7 days and the initial cost of making the electrodes can be high for a project.
Wire EDM is done using standard brass wire, not custom tooling. The wire is usually $15 – $30 per kilogram and the process requires only one CNC program for each profile.
Real Life Example: For five different through-profile inserts, Wire EDM can produce each shape by changing the CNC program. But for five blind mold cavities, sinker EDM would require separate custom electrodes.
4. Surface Finish
With Sinker EDM, surface roughness can range from Ra 0.1 to 3.2µm, based on the discharge energy settings. It can also improve the cavity surface through repeated electrode passes. Each roughing, semi-finishing and finishing pass takes away less material and smooths out the surface.
Wire EDM provides a more uniform surface finish in the Ra 0.4 to 1.6µm range after just one pass. But this type is more suitable for through-cut profiles, rather than enclosed cavity surfaces.
Practical Scenario: For an optical mold cavity that requires Ra 0.1µm, sinker EDM is required with a polished finishing electrode. That one-pass Wire EDM finish is better for functional tooling that does not need a mirror finish.
5. Which one machines faster?
Wire EDM is quicker at cutting profiles. It can machine complex profiles at feed rates from 150 – 300mm²/min, depending on the composition & thickness of material.
Sinker EDM removes material more slowly, with a typical rate of 2 – 8mm³/min. The slow rate is tied to electrode wear, cavity volume & spark-gap compensation.
Practical Example: On Wire EDM, a 50mm thick hardened steel punch profile takes about 45 minutes. For a sinker EDM cavity of about the same volume, the job would take 4 to 6 hours.
6. Setup Difficulty
Wire EDM set-up involves workpiece fixturing and start-hole drilling for internal cuts ahead of machining. Total setup time is usually 30 to 90 minutes; this depends on part complexity and fixturing.
Sinker EDM setup is more complicated. Before productive machining can start, the process needs electrode design & fabrication, gap parameter calibration and precise alignment.
For multi-feature parts that need multiple custom electrodes, setup time may exceed several hours.
A five-feature die plate can be set up in just one hour by Wire EDM. For a similar multi-feature job, sinker EDM could take a full day.
7. Cost Details
Sinker EDM tends to be comparatively expensive when used in production at low-to-medium volume, as each different feature necessitates a custom electrode. Designing, fabricating & aligning the electrodes adds cost before machining even starts.
For profile cutting, typically Wire EDM is more cost effective as it only needs a standard wire; no custom tooling. But when high throughput through thick materials is required, Wire EDM can become costly.
Example: A mold insert that has three cavity features can potentially need three electrodes, adding tooling cost. A matching outer-profile Wire EDM cut has virtually no consumable tooling cost.
Applications of Wire EDM
Wire EDM is better suited for making precise 2D profile cuts in materials that are exotic or hardened. For punch-and-die and medical application, it keeps dimensions more consistent, works faster and uses lower-cost consumables than sinker EDM.
If tolerances matter most and the part is profile based, Wire EDM is the better fit. The precision of ±0.001mm makes it a necessary machining method for medical devices and production tooling that needs high precision.
Applications of Sinker EDM
If the part needs deep blind holes, 3D cavities or inside features, select sinker EDM. It is still the preferred method for injection mold manufacturers as well as die casting plants.
When the geometry that needs to be cut is impractical for Wire EDM to reach, Sinker EDM is the next logical choice. For this reason, increased setup costs are worth it if parts are complex enough that the required accuracy cannot be consistently achieved with other processes.
Can the Two EDM Methods Work Together?
Yes. Sinker EDM and Wire EDM are typically paired in higher-end toolmaking operations.
The process starts with cutting the hardened mould insert’s outer profile accurately using Wire EDM. Then sinker EDM forms the inside cavities & fine surface details that Wire EDM cannot access. So this combined route can deliver complex geometry & dimensional accuracy in a single workflow.
To Sum Up
Sinker EDM and Wire EDM address different precision manufacturing challenges. Sinker EDM is suitable for die tooling, complex 3D mold cavity and blind internal features. On the other hand, when the production needs are profile precision & tight tolerances, Wire EDM is the better option. The right process is dependent on the volume of production, cost and part geometry.
Ready to manufacture your product? RJC Mold offers Sinker EDM and Wire EDM services that perfectly meet your engineering needs. Get a free quote today.
Related Questions
Q1. How do EDM(a.k.a Sinker EDM) and Wire EDM mainly differ?
Sinker EDM forms 3D blind cavities and complex mold details using a custom-shaped electrode. Wire EDM on the other hand, cuts conductive materials into exact 2D profiles with a continuously fed brass wire.
Q2. Is it possible to make blind holes or enclosed cavities using Wire EDM?
No. Wire EDM must pass all the way through the material, and is not able to make enclosed features or blind holes. For blind holes and internal 3D cavities, the EDM process is sinker EDM.
Q3. Sinker EDM versus Wire EDM — which is more accurate?
Wire EDM can deliver ±0.001mm tolerances, so it suits high-accuracy profile cutting better. Sinker EDM has a tolerance of ±0.005mm, which is enough for most die-tooling & mould-cavity work.
Q4. Which materials can be processed by EDM and Wire EDM?
Materials that conduct electricity can be machined by both EDM methods, including titanium, hardened steel, carbide, copper and Inconel. Material hardness is not a limitation because EDM uses electrical discharge instead of mechanical force. That is why the two methods can easily handle exotic & hard-to-machine alloys.