The DCL-4 Variable Friction Descender Case Study
Services: CNC milling, CNC turning, bead blasting, hard anodizing, laser engraving, assembly
Material: AL-6061-T6, stainless steel 304, phosphor bronze
About The Customer
The K-RIG brand has evolved from 30 years of rigging, climbing, and engineering equipment for the stunts and entertainment rigging industry, the leader Keir is a stunt director for action movies, he is a stunt rigging specialist, and is one of the action directors of the famous movie “The Fast And The Furious”
About The Product
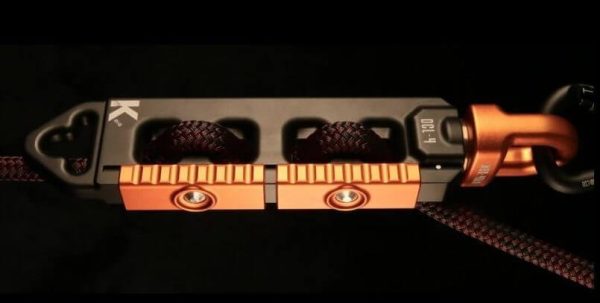
The K-RIG DCL-4 is an easy-to-operate variable friction rope descender.
This device is the result of over 20 years of using devices like the Goldtail and Rack. The DCL takes performance, usability, and safety to the next level.
About The Project
After completing the design for the manufacturability of the project, our team invested in the processing and production of components immediately.
This project required all components to be produced according to tight tolerances, and they are seamlessly assembled to build safe and reliable equipment. In the manufacturing process, there were several points that require special attention:
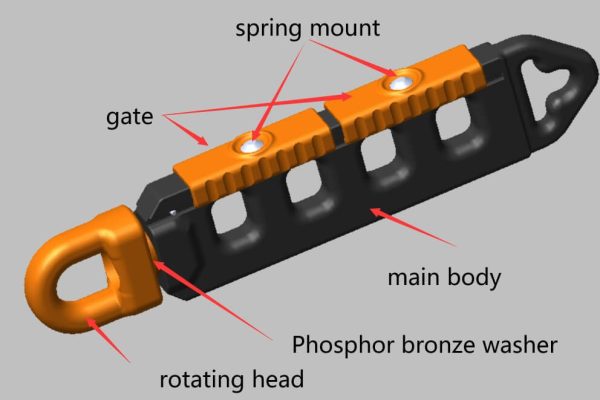
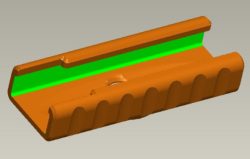
The main process used to manufacture irregular-shaped parts of the product’s main body and gate parts is CNC milling.
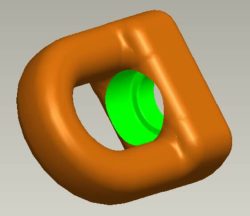
Turning is the best method for manufacturing precision circular and concentric parts such as spring mounts. As for the phosphor bronze washers, they are firmly fixed in the jaws of the rotating chuck with a rod to prevent any vibration when they are machined to their final size. The rotating head parts are relatively complicated. We use CNC turning and milling compound machining centers to ensure the roundness and verticality of the mounting holes.
The Challenges We Face In CNC Machining

Challenge 1:
Ensure the machined parts can reach the required tensile strength.
In order to ensure that the machined parts can reach the tensile strength required, we have tested the tensile strength, yield strength
and chemical composition of the raw materials.
Generally, metal materials will undergo changes in stress and strain after processing, so the mechanical properties may change, so the final products must be tested again to see if the tensile strength meets the requirements, but the test is done by our customer.
Challenge 2: Keep tight tolerances
Due to the need for such tolerances, we decided to machine the rotating head parts on our CNC turning and milling compound machining center. Having such equipment helps to avoid moving the workpiece from one fixture to another fixture on a different machine, which makes it difficult to keep tight tolerances.
In order to reduce the processing cost, we have customized a special tool to process the undercut of the gate on our three-axis milling machine. The customized tool
maintains the high accuracy of the undercut and ensures that there will not generate noise due to shaking during use.

Surface Finishing
After we complete the preliminary processing, all of the aluminum parts were sandblasted. Then the parts were cleaned. The aluminum products have had a matte effect finish after being processed. We installed products on the brackets to keep them from touching each other before entering the anodizing tank.
Anodizing improved the corrosion resistance of the aluminum, provided a hard scratch-resistant surface, and enhanced the cosmetic appearance. But anodizing added a thin layer of material on the surface, about 5-8 microns. This is enough to interfere with close-fitting tolerances and machine threads, so the threaded holes must be re-tapped after anodizing.
In addition, we mirror-polished the spring mounts and then passivated them. Finally, we laser engraved the Logo, and warning signs. After that, all the parts were ready to be assembled.
Assembly
We designed and manufactured special fixtures to ensure the assembly process was rapid, correct, and all the parts were not scratched. The professional design capabilities of auxiliary tools allowed us to get twice the result with half the effort.
The Project Summary
After getting the customer’s 3D drawings, we first put forward some manufacturing suggestions to make the products more suitable for CNC machining and easier to assemble. Then we provided samples within 10 working days. Finally, the customer ordered 250 sets of the products. It took us 35 working days to complete the production. We carried out factory inspections and shipped the goods to customers by sea. Delivery took 25 natural days. After receiving all the equipment, the customer spoke highly of the excellent quality of the product. Customers said that they would place repeat orders soon. We are proud of our factory with such good quality and good communication.
If you need help with your next project, please contact us for a free quotation, project review, and seek the future with us.