In the molding process, the ability of plastic melt to fill the mold cavity at a certain temperature and pressure is called the fluidity of plastic. The quality of plastic fluidity, to a large extent, directly affects the parameters of the molding process, such as molding temperature, molding pressure, molding cycle, mold casting system size, and other structural parameters. The effect of fluidity should also be taken into account when determining the size and thickness of a plastic piece.
The viscoelastic behavior of molten thermoplastics is the combination of the viscoelastic fluid and the viscoelastic solids. When the viscous fluid flows, part of the driving energy will be converted into vicious heat and disappear. However, when an elastic solid deforms, the energy that drives the deformation is stored. The fluidity of thermoplastics can be generally analyzed from a series of indexes, such as molecular weight, melting index, Archimedes spiral flow length, apparent viscosity, and flow ratio (flow length/wall thickness of plastic parts). Molecular weight is small, molecular weight distribution is wide, molecular structure regularity is poor, high melting index, long screw flow length, and small performance viscosity will produce better liquidity. You must check the manual to determine whether its liquidity is suitable for injection molding for the same plastic. According to mold design requirements, the fluidity of commonly used plastics can be roughly divided into three categories shown below:
Good fluidity: PA, PE, PS, PP, CA, poly (4) methyl hexane;
Medium fluidity: polystyrene series resin (such AS ABS, AS), PMMA, POM, polyphenyl ether;
Poor fluidity: PC, hard PVC, polyphenyl ether, polysulfone, polyaryl sulfone, fluoroplastic.
The fluidity of all kinds of plastics also changes due to various molding factors, the main influencing factors are:
- The temperature of high material temperature increases the flow, but different plastics also have differences. The flowability of PS (especially impact-resistant and MFR high), PP, PET, PMMA, modified polystyrene (such AS ABS, AS), PC, CA, and other plastics varies greatly with temperature. For PE, POM, the increase or decrease in temperature has little effect on their fluidity. So the former in molding adjust the temperature to control the flow.
- Pressure injection pressure increases the melting material by shear, liquidity also increases. Especially PE, POM more sensitive materials, so molding timing adjustment injection pressure to control the flow.
- Mold structure casting system form, size, layout, cooling system design, molten material flow resistance (such as surface finish, material channel section thickness, cavity shape, exhaust system), and other factors have a direct impact on the molten material in the cavity of the actual flow. Where the molten material reduces temperature, increases the flow resistance is low liquidity. The rational structure should be chosen according to the fluidity of the plastic. Molding can also control the material temperature, mold temperature and injection pressure, injection speed, and other factors to properly adjust to meet the needs of molding.
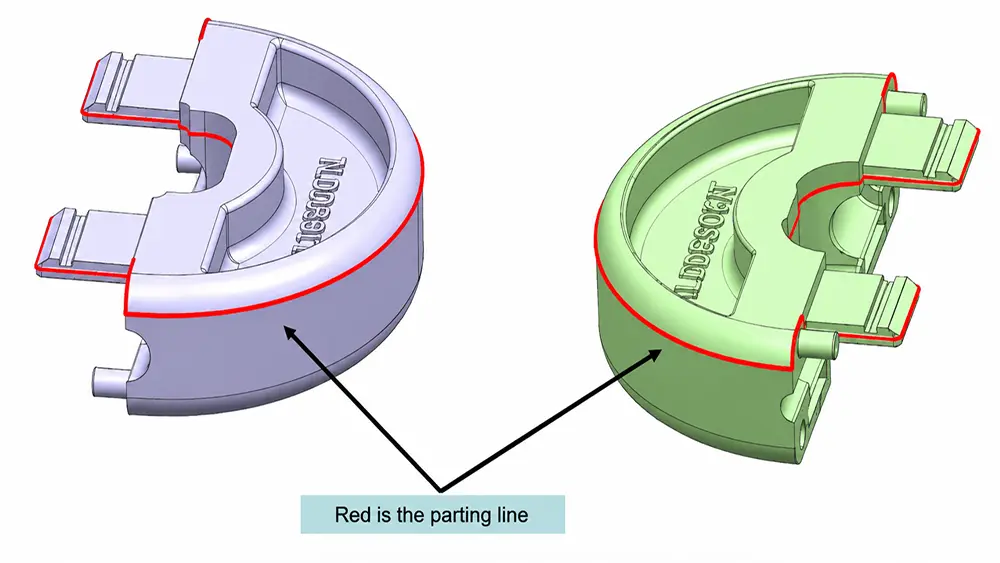
The fluidity of plastics has a great impact on the quality of plastic parts, mold design, and molding process. Plastics with poor fluidity are not easy to fill the mold cavity, easy to produce defects such as lack of materials or weld marks, so it requires a large molding pressure to form. In contrast, a plastic with good fluidity can fill the cavity with a smaller molding pressure. But too good fluidity will produce serious flash when forming. Therefore, the molding process of plastic parts should be based on the structure of plastic parts, size, and molding methods to choose the appropriate flow of plastic, in addition, mold design should be based on plastic flow to consider the parting surface and casting system and feeding direction.