Injection molding sink marks are localized depressions on the surface of a molded part. They most often appear near ribs, screw bosses, and thick-wall areas. Many engineers first try to solve sink marks by increasing holding pressure. In reality, however, most sink mark problems come from part design and packing conditions, not only from machine settings. Understanding the real cause is often more important than repeatedly adjusting the molding process.
Common Causes of Sink Marks
| Common Symptom | Likely Cause | Priority Improvement Direction |
| Sink marks in thick-wall areas | Excessive local wall thickness | Reduce thickness and avoid material buildup |
| Sink marks at the flow end or thick-wall area | Insufficient packing | Adjust holding pressure, extend holding time, and optimize the gate |
| Repeated sink marks in a fixed area or on one side | Uneven cooling | Optimize cooling channels and balance mold temperature |
| Materials such as PP, PE, and PA sink more easily | High material shrinkage | Allow for shrinkage risk during design; change material or structure when needed |
Sink Marks Caused by Excessive Local Wall Thickness
Excessive local wall thickness is one of the most common causes of sink marks in injection molding.


Typical Symptoms
Sink marks caused by local wall thickness usually have the following characteristics:
- The depression appears in a fixed position.
- It repeats across multiple production runs.
- The surface forms a local pit or slight collapse.
- Increasing pressure may improve the defect, but cannot fully remove it.
- The thicker the part area is, the more obvious the sink mark becomes.
Why Does Local Wall Thickness Cause Sink Marks?
Plastic undergoes volumetric shrinkage during cooling.
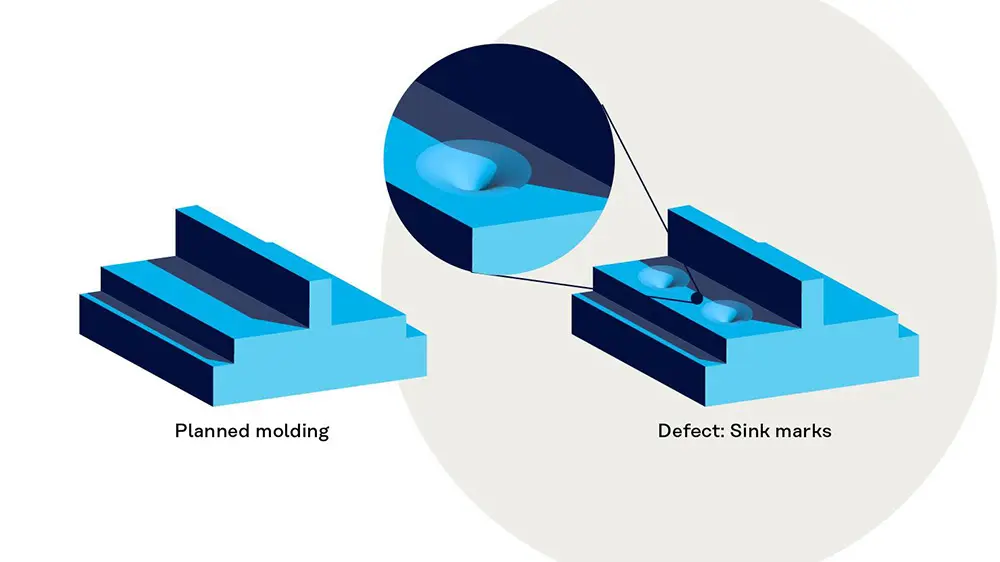
When the thickness of a certain area increases significantly: The surface layer cools and solidifies first → the internal area cools more slowly → the inner material continues to shrink → the surface is pulled inward → sink marks form.
The larger the wall thickness difference, the more obvious this problem usually becomes.
How to Solve It
For sink marks caused by local wall thickness, structural optimization should be considered first instead of blindly adjusting machine settings.
Common solutions include:
- Keep wall thickness as uniform as possible.
- Avoid local material buildup.
- Use hollow or cored-out structures instead of solid sections.
- Improve the transition between thick and thin areas.
- Control the maximum wall thickness during the design stage.
Sink Marks Caused by Insufficient Packing
Insufficient packing is not a single parameter issue. It means the plastic cannot receive enough melt compensation during shrinkage.
Typical Symptoms
Typical signs include:
- Sink marks appear at the flow end.
- Long-flow parts are more likely to show the problem.
- The defect improves after holding pressure is increased.
Why Does It Happen?
As the melt flows through a long flow path, pressure is gradually lost. If the gate freezes too early, the holding pressure can no longer be transmitted to the sink mark area. The internal shrinkage is not compensated, and the surface finally collapses into a visible depression.
How to Improve It in Design and Processing
Increasing pressure is not always effective. The key is to ensure that pressure can continue to reach the sink mark area. In practice, improvements usually focus on three directions:
- Extend the packing time.
- Improve the gate’s packing capability.
- Shorten the pressure transmission path.
Sink Marks Caused by Uneven Cooling
Sink marks caused by uneven cooling are often harder to identify than those caused by insufficient packing.
For this type of sink mark, increasing holding pressure may produce little improvement. Many injection molding factories keep adjusting process parameters but still cannot remove the defect completely. In the end, they often find that the real issue comes from the mold cooling system.
Typical Symptoms
Typical signs include:
- The sink mark always appears in a fixed position.
- A certain area of the same mold repeatedly shows sink marks.
- Adjusting holding pressure gives limited improvement.
- Different cavities show different sink mark severity.
Why Does It Happen?
Plastic shrinks during cooling. If all areas of the part cool at a similar speed, the shrinkage is usually more uniform. However, when one area dissipates heat much more slowly than the surrounding areas, its internal material stays hot for a longer time and produces greater shrinkage.
How to Improve It
Unlike insufficient packing, the core of uneven cooling is not adding more pressure, but balancing the temperature difference.
Common improvement directions include:
- Optimize the cooling channel layout.
- Increase local cooling capacity.
- Reduce cooling time differences between different areas.
- Avoid local thick-wall buildup.
- Balance the mold temperature distribution.
If the sink mark location is always fixed and increasing holding pressure has little effect, checking the cooling system first is usually more effective than continuing to adjust machine settings.
Sink Marks Caused by Material Shrinkage
Different materials do not have the same tendency to form sink marks.
| Material | Sink Mark Tendency |
| PP | High |
| PE | High |
| PA | Medium to high |
| ABS | Medium |
| PC | Low |
For the same structure, PP is more likely to show sink marks, while PC is more likely to maintain a good appearance. Therefore, enough safety margin should be allowed during the design stage according to the material’s shrinkage behavior.
To learn more about common injection molding defects, visit: Common Injection Molding Defects and Solutions
Frequently Asked Questions
Can increasing holding pressure always solve sink marks?
No. If the sink mark is caused by excessive local wall thickness, increasing holding pressure can only reduce the defect, not fully remove it. For structural issues such as thick-wall areas and local material buildup, product design usually needs to be optimized to eliminate the problem at the root.
Why were there no sink marks during mold trial, but sink marks appeared during mass production?
During mold trial, the molding cycle is often longer and the process window may be more generous. In mass production, cooling time may be shortened or process parameters may be adjusted to improve output. When packing capability drops or cooling conditions change, areas that were already close to the limit may begin to show sink marks.
Are sink marks a product design problem or an injection molding process problem?
Both are possible. If the sink mark improves significantly after changing holding pressure, gate design, or process parameters, it is usually related to the process or mold conditions. If the defect remains in a fixed position after repeated adjustments, it is often related to excessive local wall thickness or part structure.
Why do sink marks always appear in the same position?
Because sink marks are usually related to local structure, packing path, or cooling conditions. If the root cause does not change, the sink mark often repeats in the same area instead of appearing randomly across the part.
Can hot runner molds still have sink marks?
Yes. A hot runner can improve melt flow and packing conditions, but it cannot eliminate sink mark risks caused by local thick sections or uneven cooling. If the part structure itself is prone to sink marks, surface depressions may still appear even with a hot runner system.


