This is Bryan from Shenzhen RJC company, today we’re talking about how to choose the suitable gate for injection molding parts.
Firstly, we need to know how many gate types of general used in plastic injection molds. Sprue gate, Side gate, Fan gate, Pin gate, Sub gate, and Banana gate, these normally use to cold runner system, or using with hot runner system together. About the hot runner system, from the gate types, there have Sprue gate, Hot tip and Valve gate.
It is important to note that the selection of the gating method, is dependent on various factors such as the part design, material being used, mold design, and production requirements. How to choose the most suitable gate for our injection molding products? Firstly, we should understand their functions.
Sprue gate:
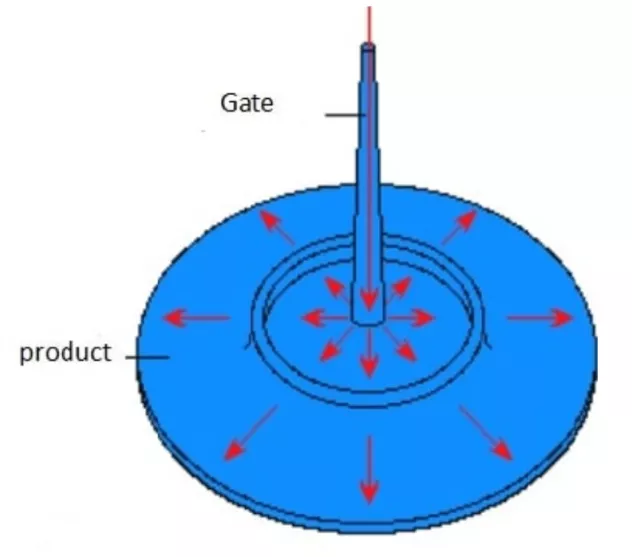
The sprue gate will flow very fast, normally will secondary remove the gate, like stamping or machining. Below situation can use sprue gate:
Large size parts with thick walls
Materials with poor flow properties
Low to medium production volume runs
Parts with a non-cosmetic finish, and the gate mark isn’t an issue.
Side gate:
Side gates, also known as edge gates, are one of the most common types of gates used in injection molding. They are typically used in situations where the part geometry or design requires gating on the side of the part rather than on the parting line, and will secondary cut off the gate.
Some situations where side gates may be used include:
Thick-walled parts: When molding thick-walled parts, a side gate can help ensure that the plastic material flows evenly throughout the part and avoids any sink marks or voids.
Parts with complex geometries: Parts with complex geometries, such as those with sharp corners or thin sections, may require a side gate to ensure that the plastic material fills all areas of the mold cavity.
Parts with cosmetic requirements: If the molded part has a visible surface that requires a high-quality finish, a side gate can help minimize any visible gate marks on the surface of the part.
Parts with multiple gates: In some cases, multiple side gates may be used to ensure that the plastic material flows evenly throughout the part and avoids any sink marks or voids.
Parts with restricted access: If the mold design restricts access to the parting line, a side gate can be used as an alternative gating method.
Fan gate:
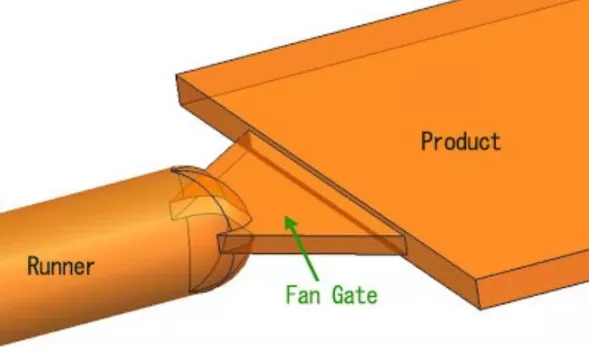
Fan gate similar the side gate, often used in situations where the injection molding process requires a large flow of plastic into the mold, but it can use for the products with big size, thin-walled parts and flat plate, and also can improve the gate marks.
Large parts: Fan gates are often used when molding large parts that require a significant amount of plastic to be injected into the mold quickly.
Thin-walled parts: Fan gates fill the cavity quickly, and reduce the risks of sink marks and warpage.
Parts with cosmetic finishes: Fan gates can be reduce the gate marks on the product.
Pin gate:

Pin gates are a versatile and effective gating option in injection molding and can be used in a variety of situations to produce high-quality, defect-free parts, commonly used in situations where a small, well-defined gate mark is desired on the final product or where gating at the parting line of the mold is not possible or desirable.
Below situation can use pin gate:
Thin-walled parts: Pin gate can be used to precisely control the flow of plastic into the mold cavity, helping to prevent flow marks and other defects.
Cosmetic parts: If the products require high-quality surface finish, a pin gate can be used to minimize the size of the gate mark and don’t need secondary processing.
Parts with complex geometries: When molding parts with complex geometries, a pin gate can be used to precisely control the location of the gate and ensure that it does not interfere with other features of the part.
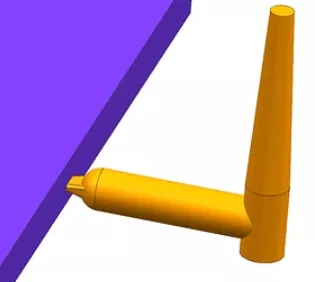
Sub gate:
Sub gates are typically used in situations where the part has large or thick sections, complex shapes, sensitive surfaces, or aesthetic requirements, and don’t need cut off the runner secondary, it’s very helpful for large production. And the sub gate can locate at the surface of product, or locate at the ejector pin to transfer to the products which need to remove the extra materials.
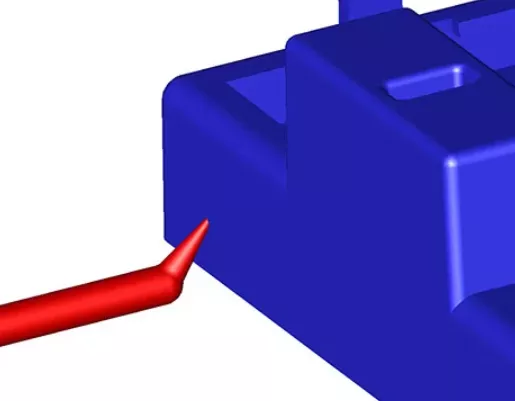
Banana gate:
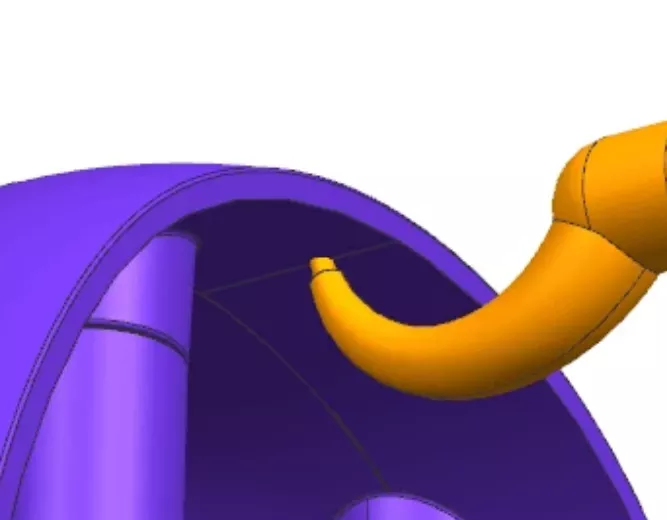
The Banana gate is similar with sub gate, it can say higher level than sub gate. Normally use in high aesthetic requirement products. Of course, this gate will increase difficult and cost in manufacturing. Banana gate will built two inserts which will make the parting lines at the gate side.
Sprue gate of hot runner system:
Sprue gate of hot runner system is located at the top of the part and is directly connected to the hot runner system. This type of gating system is best used when a large amount of material needs to be delivered into the mold cavity quickly. The sprue gate allows for a large amount of plastic to flow into the mold cavity at once, which can help reduce cycle times and increase production efficiency. And also can use with any types of cold runner system together. Hot runner system will improve the quality and reduce risks on injection molding process.
Hot tip:
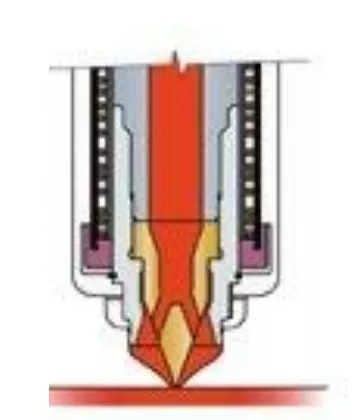
Hot tip is similar the pin gate which save time and improve quality, but hot tip gate without runner, for mass production, it also can save material and money. The disadvantage is will have a gate point on the surface, so if it’s not visual surfaces, or can use a label to cover the point are can use this method.
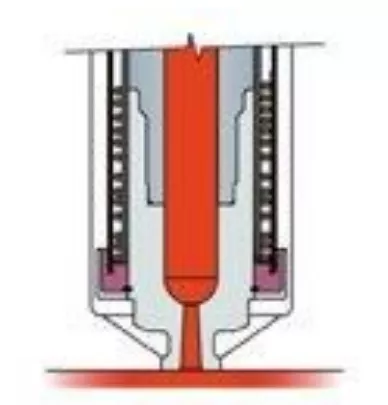
Valve gate:
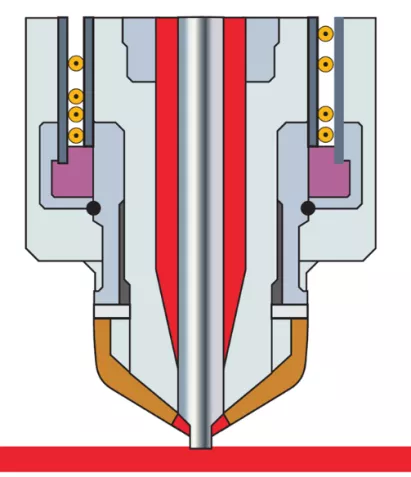
Valve gate of hot runner system is beneficial for any application where high precision, tight tolerances, and minimal material waste are essential, of course the use valve hot runner system will increase the mold cost and maintenance cost. But for high value and high requirements products, it’s worth it.
After above gate types introduced, we hope that you already have an idea about how to choose the best gate type for your project, anyway, Shenzhen RJC Industrial CO., LTD always will suggest a suitable gate to match your demands and product requirements. Welcome to contact us if you have any questions and advices or have new project ready to produce, good luck.