Injection pressure plays a significant role in the plastic injection molding process, affecting the quality, consistency, and characteristics of the final product. Below are some points about how injection pressure influences the product

Material Fill Rate and Flow: Higher injection pressure allows the molten plastic to flow more quickly and uniformly into the mold cavities. This can result in better filling of intricate or thin-walled features, reducing the likelihood of incomplete filling or air trap. In the mold testing, we normally will use a lower injection pressure to see how the plastic fill the cavities, the flow marks will tell us which place runner faster, and the welding line locations, then will increase the pressure step by step till get the final full fill products. And the engineer team and QC team could inspect/measure the samples, and analyze the reports and samples to solve the issues on testing samples.
Part Density and Strength: Higher injection pressure compacts the plastic material more effectively, leading to higher part density and potentially greater part strength. This is especially important for parts that require structural integrity. For some products have weight requirement, it means that cannot increase too much pressure, normally these products are with high requirements, so,it’s not more higher injection pressure will more better, suitable is very important and also could avoid appear other issues.
Product Surface Finish: Injection pressure affects the material’s contact with the mold surfaces. Higher pressure can lead to better replication of mold details, resulting in a smoother and more accurate surface finish on the final product. And the injection pressure will affect the flow marks, sink marks, adjust the pressure is one way to improve the marks.

Product Dimensional Accuracy: Proper injection pressure control can help achieve better dimensional accuracy, minimizing variations in part dimensions. This is crucial for parts that need to fit or interact with other components. Increase the injection pressure can increase the dimensions of the final product; this is a common method to adjust the dimensions to match tolerance requirements. If this way cannot achieve, then need to consider other methods, like mold modification, design change etc. So, test the best injection pressure then record the data for future production.
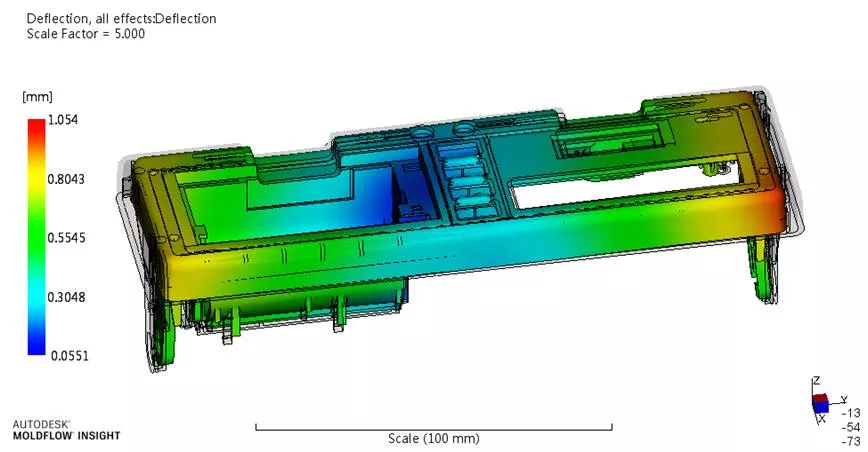
Warpage and Shrinkage: Excessive injection pressure, however, can lead to increased internal stress in the part, which might cause warpage or dimensional inaccuracies as the part cools and solidifies. Balancing pressure with cooling time is important to mitigate these issues.
Material Selection: Different materials have varying viscosity and flow characteristics. Adjusting injection pressure allows for optimizing the molding process for different materials, ensuring proper flow, cooling, and part quality.
Cycle Time: Higher injection pressure can lead to faster filling times, which could potentially reduce the overall cycle time for each part. However, this needs to be balanced against other factors like cooling time to avoid quality issues.
Energy Consumption: Operating at higher injection pressures generally requires more energy due to increased hydraulic power demands. Finding the right balance between pressure, cycle time, and energy consumption is essential for cost-effective production.
Tooling repair and Maintenance: Operating consistently at very high injection pressures can accelerate wear and tear on the injection mold and related machinery. This might increase the frequency of maintenance and potentially lead to increased production downtime. So, high pressure also has risks for the tooling/production.

Gates: Each material and part design has an gate for injection. The gate size and type will affect injection pressure, and also will affect the quality, cycle time for final products.

Injection pressure significantly influences the product quality, material behavior, and overall efficiency of the injection molding process. Manufacturers must carefully adjust and monitor injection pressure based on the specific requirements of the part, the chosen material, and the desired production outcomes.