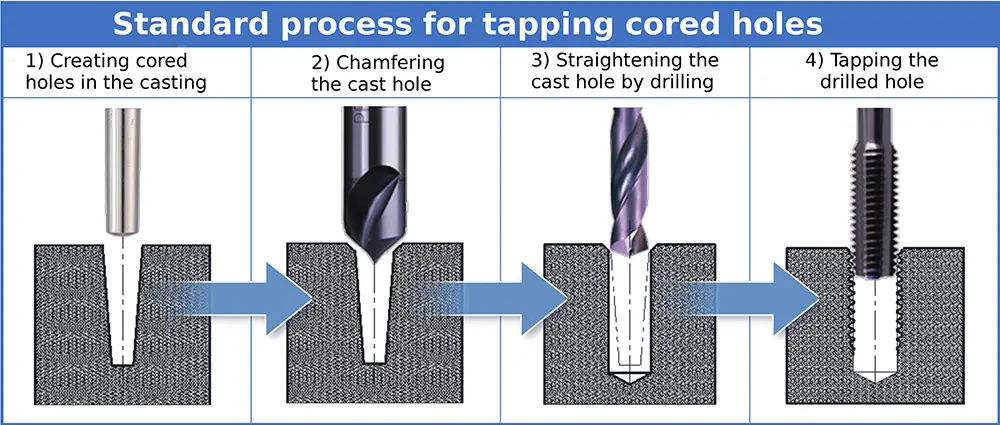
In lathe drilling and tapping thread processing, manufacturers incorporate lathe machines to produce threads. For example, a mounted drill bit drills holes in workpiece. A tap creates internal threads in pre-drilled holes. Finally, threaded tools are used to to cut threads.
This guide explores advanced strategies, practical solutions, and challenges for thread processing.
Lathe Machine and Setup
Progressive setups offer accuracy in performance. The utilization of precision ground chucks or hydraulic collets minimizes vibrations. Make sure the spindle axis is correctly lined up with the components. Additionally, organize consistent tailstock calibration throughout the operation and routine checking for pressure.
Tool Selection for Drilling and Tapping
The correct selection of tools impacts efficiency. You can use split-point drills to improve the centering. Spiral point taps are suitable for through-hole areas, while spiral flutes are for blind holes. Furthermore, applying coatings like TiAIN moderates the excessive heat. These coatings cut down the wear chances of tough metal under processing conditions.
Material-Specific Considerations
Each material contains distinct qualities and behaviors. In particular, aluminum is the easiest metal to work with. The manufacturer can use sharp-edge tools with high speed for soft metals. Conversely, tough alloys like Inconel can be processed through carbide tools. That offers a negative rake angle. To increase the machinability of metals, apply cutting fluid to their surfaces.
Drilling Techniques in Lathe Machining
Peck Drilling
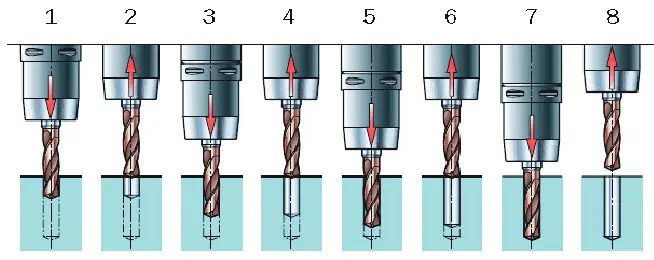
Peck drilling allows the metalworkers to make deep holes of the right size. They can make adjustments for the required depth every time. That is also based on the selected material behaviors. The metal of soft quality, such as AL, can be dealt with through deeper drills.
On the other hand, making holes in harder components like stainless steel requires shorter drills. That can be controlled according to the need. The implication of software caters to controlling drilling operations accurately and orderly.
Coolant-Through Drills
The built-in channels of special drill types protect them from getting too hot. These channels pump coolant directly to keep the drill bit cooled during continuous operations. These tools minimize the risk of breaking off the drill bit while working smoothly.
Tool Geometry
Drill bits are manufactured in various shapes and sizes. Generally, its special shape is known as a parabolic flute. These shapes make deep holes uninterrupted without causing chips. The split-point tip of drills uses less force to cut and push the bit into the materials.
Minimizing Run-Out
Minimize the run-out that occurs by spinning the drill bit in irregular motions. Use high-quality chucks and collets, holding the drill bit steady. In this way, you will achieve a straight and accurate hole.
Spindle Alignment
The spindles of the machine grasp the drill bits. Adjust the alignments of the machine spindle to make the straight holes. These settings can be done via special tools. That aids in checking and changing the alignments.
Dynamic Balancing
Balance the spinning parts of the machine, reducing the vibrations that occur at high speeds.
Hole Surface Finish
Clean the hole surfaces thoroughly to fit the screws on the threads smoothly. Apply the polished flutes on drill bits to minimize friction and chip removal difficulties.
Feed Rate
Feed rates are the speed parameters at which the drill bit moves into the workpiece. Particularly, there are high chances of drill bit damage and metals near the ends of holes. Therefore, adjustment of feed rate is important to maintain the quality of holes. Reduce friction and heat using coolant or lubricant. They will increase the lifespan of the drill bit.
Tapping Techniques and Innovations
Thread Forming vs. Thread Cutting Techniques
Thread can be created via forming and cutting techniques. In the forming process, the thread replaces the material along the workpieces. It reshapes the material and is suitable for soft metals like Al or Cu. While thread cutting, remove the material to create the thread. It is adapted for working with harder components like stainless steel.
Advanced Tapping Attachments
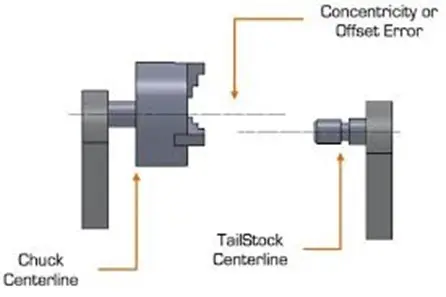
Advanced tapping attachments in the threading process result in accurate and functional outputs. Using floating tap holders, offset errors, or small misalignments. Likewise, torque-controlled tapping heads protect the tap from damage. These attachments allow the operator to monitor the applied force rate during processing.
Handling Tap Breakage

Special tools or electrical discharge machining (EDM) methods can remove the broken taps without damaging the workpieces.
Thread Processing on CNC Lathes
Multi-Pass Threading for Precision
Manufacturers benefit from the multi-pass threading for precision performance. This technique increases the durability of the tool. Use lubrication consistently to interpose an obstacle for heat buildup. Make small increments in the depth of the cut to create fine threads.
Programming Complex Thread Profiles
Create G-codes for non-standard threads. Explain their pitch, depth, and angle in the program. For example:
gcode
Copy code
G76 P020060 Q200 R0.02
G76 X25 Z-50 P600 Q300 F1.5
This creates a precise 1.5 mm pitch thread incorporating a controlled taper.
How to overcome Thread Pitch Deviations?
Detect deviations using thread inspection tools. For instance, pitch micrometer. Make important changes in spindle speed. These speed adjustments will maintain the uniform pitch during threading.
Advanced CNC Programming for Drilling and Tapping
Optimizing G-Code for Drilling
gcode
G83 X0 Y0 Z-40 Q5 R2 F100
Here, “Q5” defines peck depth. It ensures controlled chip removal. Adjust the feed rate “F100”. It is based on material hardness and drill type.
Tapping with Real-Time Adjustments
Use advanced cycles like G84 for tapping. Add dwell times to reduce thread distortion:
gcode
Copy code
G84 X0 Y0 Z-15 R2 F1.5 L1.0
“L1.0” is smooth tap reversal, avoiding over-cutting.
CAD/CAM Integration
The CAD/CAM software evolves the programming of complex thread creations. The integrations of simulation aid in detecting collision or toolpath faults before processing. It is advised to double-check the gcode. So that you can weigh the compatibility of custom thread within the machine.
Common Challenges in Lathe Operations
Tool Wear Monitoring
CNC machining is equipped with sensors and detection components. These processes reduce the tool wear and identify the faults, excessive vibrations, or force during machining. Routine inspection of taps and drills under magnification addresses the damage risk early.
Managing Heat and Chips
The smart step for managing the heat and chips is to employ high-flow coolant or air jets. Additionally, the chip converys or guards control chip buildup across blind or confined holes.
Handling Material-Specific Issues
Titanium metals are tough materials that need to be machined via moderate cutting speeds. But you must use anti-galling lubricants and minimize heat for soft alloys and plastic, respectively. Sharp edge tools are options to maintain fragile alloy surface finishes.
Quality Assurance and Optimization
Precision Thread Inspection
Verification gauges like go/no-go offer thread accuracy. The further machines of optical comparators or coordinate measuring machines create the thread in detail measurements. These techniques yield the thread with flexibility, complying with the standards of ISO or UNC.
Real-Time Process Monitoring
Installing torque and force sensors helps monitor the threading process in real-time. They detect deviations, diminishing errors in threads and tools.
Automation and AI Integration
IoT devices collaborate with other components. They monitor thread production in actual time. Moreover, the addition of AI technology has further simplified the management of vast datasets. These tools help address various defects. That may cripple the threading process.
Conclusion
Lathe drilling and tapping processes are not a piece of cake. These conservative techniques need advanced tools to produce precision output. Being out of sight, several hidden challenges in machining trouble the manufacturers.
However, they can troubleshoot these issues by leveraging adaptive programming, vibration control, and real-time monitoring. These techniques further provide superior quality thread. Ultimately, it expands their efficiency and reliability in modern CNC machining.